
Railway Investigation Report R03C0101
Derailment
Canadian Pacific Railway
Train CP 269-21
Mile 10.75, Moyie Subdivision
Near Cranbrook, British Columbia
24 October 2003
The Transportation Safety Board of Canada (TSB) investigated this occurrence for the purpose of advancing transportation safety. It is not the function of the Board to assign fault or determine civil or criminal liability. This report is not created for use in the context of legal, disciplinary or other proceedings. See Ownership and use of content.
-
Table of contents
Summary
On 24 October 2003, at 1003 Pacific daylight saving time, Canadian Pacific Railway train 269-21 was travelling westward when it derailed 16 cars at Mile 10.75 of the Moyie Subdivision. The derailed cars included six loaded boxcars, one residue non-dangerous commodity tank car, seven loaded covered hopper cars, and one residue tank car that had last contained sodium hydroxide (UN 1824). Eleven cars were destroyed but most of the spilled material was recovered. No product was lost from the tank cars and there were no injuries. About 520 feet of track was destroyed.
Ce rapport est également disponible en français.
Factual information
At approximately 0830 Pacific daylight time,Footnote 1 on 24 October 2003, Canadian Pacific Railway (CPR) train 269-21 (the train) departed Cranbrook, British Columbia and proceeded west to Kingsgate, British Columbia, destined for Eastport, Idaho. The train consisted of 2 locomotives, 67 loads and 17 empties. It was 5270 feet in length and weighed 9369 tons. The train crew, a locomotive engineer and conductor, were familiar with their territory, qualified for their positions, and met fitness and rest requirements.
The weather was clear and calm, and the temperature was 9°C.
The train received a clear inspection at the wayside inspection system at Mile 86.8 of the Cranbrook Subdivision, located east of Cranbrook, British Columbia.
After stopping to meet an opposing train at Swansea, Mile 9.4, the train continued westward. Recorded information indicates that the locomotives were throttled up to notch four as the train departed Swansea. Once the train reached a speed of 23 mph, the throttle was shut off and the dynamic brake was gradually applied all the way to the full application position. The crew did not note any unusual or irregular track conditions as the locomotives approached and travelled over the 6° left-hand curve at Mile 10.75. The train was operating at a speed of 27 mph when an emergency brake application, initiated from the train, occurred. The locomotive engineer immediately activated the TIBSFootnote 2 emergency brake feature, which applied the train brakes from the rear of the train. Following the required emergency procedures, the conductor inspected the train and found that the 41st to the 56th cars had derailed.
The curve at the derailment location was on a 0.61 per cent downgrade to the west. The track was built on a fill section of 10 to 12 feet with good drainage. The crushed rock ballast was in fair condition, cribs were full, and there were 9-inch ballast shoulders. Ties were composed of 90 per cent 8-foot softwood and 10% 9-foot hardwood, with an average defective count of 21 per cent. Standard 14-inch double-shouldered tie plates had five spikes per plate. Continuous welded rail (CWR), which was box anchored at every tie, was laid on the curve. Curve lubrication was adequate, as the nearest lubricators, at Mile 14.6 to the west and Mile 5.0 to the east, were functioning as intended.
The 136-pound CWR on the high (north) side of the curve was manufactured by Algoma in 1981 and installed on the curve in 2001. The rail was relay railFootnote 3 from a CPR mainline subdivision that had been subject to many years of heavy tonnage traffic. In accordance with CPR's rail-management practices, the rail was removed before it was worn beyond condemning limits, for installation on curves on one of CPR's many branch lines. This rail was expected to give many years of service before being replaced. However, soon after the rail was installed on the Moyie Subdivision, heavy unit trains began to operate over the subdivision.
At the time of the accident, the rail had vertical head wear of 5/8 inch and gauge wear of 7/16 inch. Guidelines for rail management, including the renewal, transposal and release of rail for relay purposes, are given in sections 4.2 and 9.0 of CPR's Standard Practice Circular (SPC) 09.
Although the rail wear was significant, it did not exceed CPR's condemning limit. The gauge corner exhibited intermittent shelling,Footnote 4 cracking and checking.Footnote 5
Train movements on the Moyie Subdivision are governed by the Occupancy Control System rules of the Canadian Rail Operating Rules, and were supervised by a rail traffic controller located in Calgary, Alberta. The maximum authorized timetable speed was 25 mph for freight trains, and there were no temporary slow orders in effect on the curve at the time of the mishap.
There were no regularly scheduled trains on the subdivision. The Moyie Subdivision is part of CPR's secondary mainline route between North Portal, Saskatchewan, and Kingsgate, British Columbia. This route has seen an increase in traffic and annual gross tonnage in recent years. Traffic on this portion of the Moyie Subdivision was approximately 15 million gross tons (MGT) in 2003, a 33 per cent increase since 1999. Twenty-six per cent of this traffic is heavy-axle grain load and potash trains.
There were no wheel marks or indications of dragging equipment in advance of the destroyed track. An inspection of the locomotives and 40 cars found impact marks on the north-side wheel treads of 15 cars ahead of the derailed cars. The first impact mark was found on the 21st car, NCTX 33032, indicating that the marks may have been caused by a broken rail.
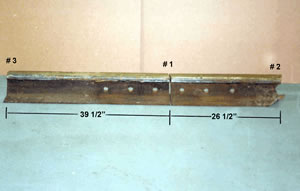
Two broken rails, totalling 67 inches in length and including a six-hole, fully bolted joint bar, were found in the ballast section on the high (north) side of the curve. The joint connected two pieces of rail, one 40 inches long on the west end and one 27 inches long on the east end. The joint connecting the broken rails had been installed as a temporary repair of a broken rail on 07 October 2003. CPR's policy regarding movement over broken rails specifies the conditions that permit train operations over broken rails and the actions to be taken in such situations. Although the joint bars were applied on the broken rail, a decision was taken by the track maintenance supervisor not to apply a temporary slow order of 10 mph or inspect each passing train as required by railway procedures.
The 67-inch section of rail was analyzed in CPR's Winnipeg Test Department with personnel from the TSB of Canada observing. The cause of the October 7 rail break was observed to be a 7/8-inch deep detail fracture due to shelling, which spread from the gauge corner of the rail.
A detail fracture is a progressive fracture starting from a longitudinal separation close to the running surface, or from shelling starting at the gauge corner and spreading transversely through the head. Commonly known as a "detail fracture from shelling," positive identification cannot be made until the rail is broken, as the longitudinal separation or seam in a detail fracture is not often exposed. Detail fracture from shelling growth may be rapid or sudden in the early development. Failure frequently occurs before the defect becomes visible and generally results in a complete break of the rail head, web and base.
Detail fractures can also occur from head checking. In this case, a transverse separation is exposed, starting at the gauge corner and spreading in crescent-shaped rings around the point of origin. The origin is usually from head checks in the upper gauge corner caused by concentrated loading, which cold works the steel beyond its ultimate strength.Footnote 6 Detail fractures from head checking tend to occur in several places in the same rail.
Both ends of the 67-inch rail section, which contained the earlier break, also displayed transverse detailed fractures from shelling. The fracture at the east end had a visible defect that reached a depth of ½ inch, or about 5 per cent of the rail head's cross-section. A brittle fracture originated from the boundary of the defect and spread through the remainder of the rail's cross-section. Since there was no rail end batter, this fracture was identified as secondary, resulting from abnormal loading following the derailment.
The fracture surface at the west end of the 67-inch rail section displayed a defect that reached a depth of 1 3/4 inches. The majority of the fracture surface was polished, indicating that the failure occurred under load and that the fracture surfaces were subjected to subsequent dynamic loads. This fracture was determined to be the point of derailment (POD), since it extended from the gauge corner of the north (high) side rail and resulted in the rail's failure. This failure subsequently led to the derailment.

The 136-pound RE Algoma rail conformed to CPR's Specification for chemical composition, hardness and tensile strength. As there was no evidence of any material and/or manufacturing defects that may have caused or contributed to the rail break, this was considered a service-related failure.
CPR SPC 26, Production Rail Grinding, is used to determine grinding requirements and the timing, preparation for and planning of grinding programs. The most important reason for grinding rail is to control rail surface fatigue defects. Preventive grinding removes a thin surface layer of metal from the rail to prevent the growth of micro-cracks. Grinding also improves wheel/rail contact geometry and reduces contact stresses. Recent studies conducted by the American Railway Engineering and Maintenance of Way Association (AREMA) on four Class 1 railroads clearly show that longer grinding intervals, increased grinding speed and reduced grinding of the gauge corner lead to increased fatigue damage on curves and a major increase in detail fracture rates. CPR SPC 26 specifies that relay rail should be ground within the first 5 MGT of relaying. However, no rail grinding was done on the Moyie Subdivision for at least five years prior to the derailment.
CP's rail flaw detection car had tested the Moyie Subdivision three times a year since 1999. For the years between 1999 and 2003, total annual rail defects identified were 25, 22, 13, 38 and 30, respectively. Defects per mile tripled between 2001 and 2002, with a slight decrease in 2003. The most recent ultrasonic test over this territory took place 35 days prior to the accident, on 19 September 2003; no defects were noted in the area of the derailment. In the area of the POD, the rail flaw detector car showed an intermittent response typical of a rail head surface condition. No further action was required of the rail test operator and none was taken. The chart below shows the five-year rail-defect history for the Moyie Subdivision.
Sperry Rail Services, which conducts rail-flaw testing for CPR, has developed and made use of roller search units (RSUs) over the years. RSUs are comprised of a combination of different transducer angles to achieve the best ultrasonic inspection possible. Each rail has a 0° or vertical-looking probe, two forward-looking transducers nominally aligned at 45° (actually at 37°), and two rear-looking transducers aligned at 70°. In addition, a side-looking modified 70° probe scans each rail head at a lateral angle for vertical separations. This array of probes results in a test of all of the rail cross-section, except for the outside base edges. Fluid-filled wheels or sleds are often used to house and couple the transducers to the rail. A liquid couplant, consisting of a thin film of oil or water mixed with glycol or calcium, facilitates the transmission of ultrasonic energy from the transducers into the rail.
The data from the inspection equipment are fed to the operator inside the car and visually presented on monitors. Six channels display the ultrasonic and induction signals and the locations where exceptions occur, relative to track features such as joints and crossings. If an indication is considered suspect by the operator, the test vehicle is stopped and backed-up to the point of examination. The operator then gets out and hand tests the rail with an ultrasonic test set mounted on the rear of the car. If a defect is confirmed, it is marked and a railway work crew following the Sperry car changes the rail or otherwise protects it.
Ultrasonic inspection has its limitations; 100 per cent accuracy in testing is not within the capabilities of the current equipment. Moreover, it is not an exact science, as skill, training and experience are required to properly interpret test data and identify rail defects. Although Sperry operators receive 40 hours of formal training in ultrasonic testing, on-the-job training under an experienced operator is the main training method. The cars usually operate with a driver, operator and a trainee. The driver is responsible for the safe operation of the car, and the ultrasonic operator and trainee are responsible for the rail testing. Ultrasonic operators are required to perform a number of tasks simultaneously while testing, including monitoring the six channels of test data as they scroll by, and observing rail conditions and track features as the car progresses. All of this is done while trying to maximize daily test miles in an environment of limited work windows.Footnote 7 Defects must be large enough and oriented so that they present a reflective surface large enough to be detected. Deficiencies in any of these areas can, and have, resulted in operator misinterpretation and in defects not being properly identified or smaller defects being missed.
The AREMA Recommended Minimum Performance Guideline for Rail Testing provides Sperry's minimum performance specifications for rail testing. The criterion for the detection of detail fracture defects from shelling or head check is based on the percentage of the head area that is fractured. The chart below shows reliability ratios based on track type that specify the percentage of defects properly indicated as flaws in any single test.
| SIZE (Percentage of head area fractured) | Category I | Category II |
|---|---|---|
| 10-20 | 65 | 55 |
| 21-40 | 85 | 75 |
| 41-80 | 95 | 85 |
| 81-100 | 98 | 95 |
Category I track includes all main track with annual tonnage equal to or exceeding 3 MGT per year, or with train speeds equal to or exceeding 40 mph. Category II track includes all sidings and track with annual tonnage less than 3 MGT per year and train speeds less than 40 mph.
The effectiveness of the testing depends on the size and orientation of the defects and the rail surface condition. According to the detection specifications above, even the largest detail fracture defect, at 1 3/4 inches in this occurrence, would be detected only 85 per cent of the time.Footnote 8
The last test of the Moyie Subdivision by the track evaluation car (TEC), which measures track geometry, took place on 10 September 2003, 44 days before the derailment. No defects were recorded in the immediate vicinity of the POD. The TEC readout indicated that the average elevation of the curve was 1 1/8 inches; however, the elevation near the POD was measured at 3/4 inch. This 3/8-inch variation was not an urgent defect; to be considered a priority track defect, the elevation would have had to deviate by 1 3/4 inches. Although the 2-inch unbalanceFootnote 9 speed on a 6° curve for freight trains with 1 1/8 inches superelevation is 29 mph, according to CPR SPC 02, balance or equilibrium speedFootnote 10 for 3/4-inch elevation on a 6° curve is 13.4 mph.
The last visual inspection prior to the derailment was conducted on 21 October 2003, three days before the occurrence. It was performed by the track maintenance supervisor and the assistant track maintenance supervisor, who are based in Cranbrook. No exceptions were noted.
Analysis
The operation of the train and the mechanical condition of equipment were not considered causal to this accident. Therefore, the analysis will concentrate on the rail failure, rail defect development, testing, detection and rail grinding.
Soon after the partly worn 136-pound rail was installed, heavy unit trains began to operate across the Moyie Subdivision. This change in the number and type of trains accelerated the deterioration of the rail and increased the number of rail defects. Rail head wear was within the non-condemnable limits, but the high rail exhibited gauge corner shelling.
The TEC information indicated that the average superelevation on the curve at Mile 10.75 was 1 1/8 inches, but the superelevation near the POD was measured to be only 3/4 inch. Although this variance produced neither an urgent nor priority defect, the heavy gauge wear and shelling observed on the gauge corner through the rail indicates high lateral forces acting on the high rail due to trains operating over their balance speed through that portion of the curve. Lateral forces would be further increased with any train operating even slightly over speed, due to the descending grade through the derailment area and the braking action necessary to control train speed.
The shelling, cracking and checking on the gauge corner of the rail head indicated contact fatigue due to overstressing of the rail under traffic. As the rail wears with tonnage over the surface, the wheel/rail contact geometry creates excessive stresses that cause rail-surface plastic flow and surface fatigue (spalling,Footnote 11 shelling and head checks). This also increases the internal stresses in the rail, which gives rise to transverse defects within the rail head. An examination of the derailment rail revealed that the train derailed due to a pre-existing transverse detail fracture defect in the north (high) side rail of the 6° left-hand curve. The detail fracture defect resulted from shelling that started at the gauge corner and spread transversely 1 3/4 inches into the rail head.
In the area of the POD, the rail flaw detector car showed an intermittent response typical of a rail head surface condition and, therefore, no further action was required or taken by the rail test operator. Rail surfaces must be smooth and clean to accept and properly reflect the ultrasonic signal. Although CPR has increased rail grinding on secondary lines, no preventive rail grinding had been undertaken on the Moyie Subdivision to remove rail surface fatigue defects. The lack of rail grinding programs on the Moyie Subdivision allowed the rail-surface and sub-surface defects to grow, and the absence of a smooth, clean rail surface limited the effectiveness of ultrasonic testing in detecting internal defects.
Although not considered causal in this accident, the failure to properly protect and apply a permanent repair to a previously discovered detail fracture rail break nearby increased the risk of rail failure and derailment. In this instance, the accuracy and effectiveness of the rail flaw detection car was overestimated. Also, the TEC results and the good condition of the ties at the location of the joint were factors in the decision by the responsible employee not to properly protect the previous rail break.
Findings
Findings as to causes and contributing factors
- The train derailed when the high rail in the curve broke due to a transverse detail fracture defect.
- The detail fracture defect resulted from shelling that started at the gauge corner and spread transversely 1 3/4 inches into the rail head.
- The lack of rail grinding programs on the Moyie Subdivision allowed rail-surface and sub-surface defects to grow, and the absence of a smooth, clean rail surface then limited the effectiveness of ultrasonic testing in detecting internal defects.
Finding as to risk
- Although not considered causal in this accident, the failure to properly protect and apply a permanent repair to a previously discovered detail fracture rail break nearby increased the risk of rail failure and derailment.
Safety action taken
Transport Canada
From 18 October to 21 October 2004, Transport Canada conducted a regular compliance inspection on a portion of the Cranbrook Subdivision and the entire Moyie Subdivision. On 29 October 2004, as a result of this inspection, a Notice was issued under Section 31 of the Railway Safety Act, informing Canadian Pacific Railway (CPR) that a threat to safe railway operations existed on the Moyie Subdivision. Hazards or unsafe conditions noted included a high density of defective ties, worn and defective rails, inadequate joint maintenance and fouled and insufficient ballast. CPR replied to the Section 31 Notice on 15 November 2004, detailing work completed in 2004 and its 2005 plan to remove these hazards and unsafe conditions.
Here is CPR's detailed work plan:
- CP completed the following Capital Programs on the Moyie Subdivision in 2004:
- 19 500 feet of 136 RE relay rail was installed on curves;
- 13 100 feet of gauging was performed;
- 3000 No. 1 softwood ties were installed, predominantly in curves;
- 45 car loads of grade 4.5 ballast were unloaded and regulated; and,
- six weeks of surfacing was performed by a Mark 4 tamper and regulator.
Prior to the end of 2004, CPR anticipated changing an additional 5000 feet of relay rail that had developed shelling-related rail defects.
- CPR's Draft 2005 Capital Plan for the Moyie Subdivision contained the following programmed work:
- Install 31 200 feet of new 136 RE rail, predominantly in curves;
- Install 27 260 No. 1 hardwoood ties on the main track between Cranbrook and Kingsgate;
- Install 2200 softwood ties on sidings between Cranbrook and Kingsgate;
- Perform 3500 feet of spot undercutting; and
- Perform five weeks of surfacing and lining, using a Mark 4 tamper and regulator to address TEC defects and other surfacing requirements.
- CPR has implemented an annual rail grinding program on the Moyie Subdivision.
- Moyie Subdivision track geometry is tested twice each year by the CPR TEC.
- Following the incident, ultrasonic rail testing on the Moyie Subdivision was increased to three times each year, and in 2005, CPR will increase the frequency to four tests each year. New "B-Scan" technology will be used that will improve the ability to detect a larger number of smaller rail defects. Any rail test reliability parameters that may have dropped below CPR specifications due to rail surface conditions will be recorded in a database. This information will be incorporated into the rail grinding plan for these locations.
- CPR also provided seven-day-a-week track patrols on the Moyie Subdivision between Cranbrook and Kingsgate. The increased patrols continued through winter 2004 and spring 2005.
This report concludes the Transportation Safety Board's investigation into this occurrence. Consequently, the Board authorized the release of this report on .