
Rapport d'enquête ferroviaire R06V0136
Matériel roulant parti à la dérive et déraillement
du train de marchandises L-567-51-29
exploité par le Canadien National
au point milliaire 184,8 de la subdivision Lillooet
près de Lillooet (Colombie-Britannique)
Le Bureau de la sécurité des transports du Canada (BST) a enquêté sur cet événement dans le but de promouvoir la sécurité des transports. Le Bureau n’est pas habilité à attribuer ni à déterminer les responsabilités civiles ou pénales. Le présent rapport n’est pas créé pour être utilisé dans le contexte d’une procédure judiciaire, disciplinaire ou autre. Voir Propriété et utilisation du contenu.
-
Table des matières
Résumé
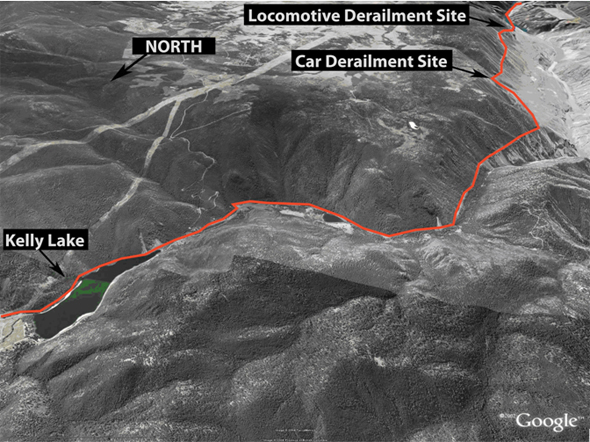
Le 29 juin 2006 vers 16 h 50, heure avancée du Pacifique, tandis que le train de marchandises L-567-51-29 du Canadien National roulait en direction sud dans la subdivision Lillooet, une locomotive et un wagon chargé de bois d'œuvre ont déraillé après que le train est parti à la dérive pendant qu'il descendait la pente située près de Lillooet (Colombie-Britannique). Le wagon chargé de bois d'œuvre s'est immobilisé au point milliaire 184,8, environ 1000 pieds en contrebas de l'emprise. La locomotive s'est arrêtée au point milliaire 182,5, environ 800 pieds en contrebas de l'emprise. Deux des trois membres de l'équipe ont perdu la vie. Le troisième membre de l'équipe a subi des blessures graves et a été transporté à l'hôpital.
1.0 Renseignements de base
1.1 L'Accident
Le 29 juin 2006 vers 12 h 30Note de bas de page 1, l'équipe de la manœuvre de triage L-567 (le train), appelée localement manœuvre Exeter, arrive à Chasm (Colombie-Britannique), point milliaire 213,2 de la subdivision Lillooet, où la locomotive CN 9606 est stationnée (voir la figure 1). Les membres de l'équipe, un mécanicien, un chef de train et un agent de train, ont l'expérience de l'exploitation ferroviaire en montagne, connaissent bien la subdivision et répondent aux exigences en matière de condition physique et de repos.

Le programme de la journée consiste à effectuer des manœvres à différents endroits de la subdivision, en allant vers le nord jusqu'à Coster (Colombie-Britannique), point milliaire 216,5 (voir la figure 2). Après avoir terminé les manœuvres, l'équipe doit ramener le wagon CN 625862, un wagon plat à support central chargé de bois d'œuvre, de Koster à Lillooet (Colombie-Britannique), point milliaire 157,6. Le wagon et la locomotive pèsent environ 260 tonnes.

Avant de partir de Koster, l'équipe installe une unité de détection et de freinage (UDF)Note de bas de page 2 à l'arrière du wagon et effectue l'essai de frein et l'essai de fonctionnement du système de contrôle et de freinage en queue . Les essais sont concluants, et l'équipe constate que la pression dans la conduite générale en queueNote de bas de page 3 de train se rétablit.
De Koster à Kelly Lake (Colombie-Britannique), point milliaire 192,6, le trajet se déroule sans incident. En approchant de Kelly Lake, le train roule à environ 35 mi/h. Pour se conformer aux instructions de la compagnie ferroviaire, le mécanicien commande plusieurs serrages du frein automatique, totalisant 14 livres au pouce carré (lb/po²)Note de bas de page 4, de façon à faire diminuer la vitesse du train jusqu'à la valeur requise de 15 mi/h, et à vérifier l'efficacité du circuit de freinage à air avant d'amorcer la longue descente vers Lillooet.
Pendant la descente, on commande des serrages du frein automatique aux environs du point milliaire 189,0 (22 lb/po²) et du point milliaire 187,2 (25 lb/po² - serrage à fond). Près du point milliaire 86,7, pendant que le train roule à environ 27 mi/h, on commande un serrage d'urgence du frein automatique et un serrage à fond du frein direct de la locomotive.
Craignant d'avoir perdu la maîtrise du train, l'équipe communique avec le train qui se trouve devant le sien pour l'informer de la situation. L'équipe tente en vain de communiquer avec le contrôleur de la circulation ferroviaire (CCF) posté à Edmonton (Alberta), mais l'information est relayée par le train qui se trouve devant.
Quand la vitesse du train atteint environ 35 mi/h, le chef de train serre le frein à main de la locomotive et tire sur le levier de commande de l'attelage pour séparer la locomotive du wagon. Puis, il grimpe sur le wagon et, en marchant sur le bois d'œuvre, essaie de se rendre à l'autre bout du wagon pour serrer le frein à main. La locomotive et le wagon n'étant plus raccordés, ils commencent à s'éloigner l'un de l'autre.
Au point milliaire 184,8, alors qu'il se trouve à environ 200 pieds de la locomotive, le wagon déraille du côté extérieur d'une courbe de 11 degrés vers la gauche (voir le photo 1 et photo 2). Le chef de train est mortellement blessé après avoir été projeté du wagon déraillé. Le wagon s'immobilise à environ 1000 pieds en contrebas de la montagne.


La locomotive continue d'accélérer. Le chef de train et le mécanicien ont tous les deux quitté la cabine et cherchent un endroit où ils pourront sauter du train sans danger, mais la locomotive roule trop vite. Au point milliaire 182,5, pendant qu'elle roule dans une courbe vers la gauche de 12 degrés, la locomotive déraille du côté extérieur de la courbe et glisse sur une distance d'environ 800 pieds vers le bas de la montagne (voir photo 3 et photo 4). Le chef de train, qui prend place sur le marchepied avant droit, est mortellement blessé après avoir été projeté de la locomotive. Quant au mécanicien, qui est en train de passer du côté droit au côté gauche de la locomotive, à l'arrière de celle-ci, il est projeté et subit des blessures graves.


Lors du déraillement, le ciel est dégagé et ensoleillé, et la température à la station météorologique d'Environnement Canada, à Lillooet, est de 31 °C.
1.2 Examen sur place
On a relevé les premières marques en travers du champignon du rail extérieur de la courbe du point milliaire 184,8. Ces marques semblaient indiquer qu'il y avait eu soulèvement des roues sur le rail. Près de cet endroit, on a aussi relevé des marques à la périphérie de l'emprise, du côté extérieur de la courbe. Ces marques se trouvaient aussi le long de l'emprise et descendaient vers le bas de la montagne, jusqu'au wagon déraillé. À 50 m au sud des marques sur le rail, on a aussi relevé des dommages mineurs causés à la voie, en l'occurrence un désalignement léger des deux rails.
Au point milliaire 182,5, des marques similaires à celles du point milliaire 184,8 ont été relevées à la périphérie de l'emprise, du côté extérieur de la courbe. Ces marques se trouvaient aussi le long de l'emprise et descendaient vers le bas de la montagne, jusqu'à la locomotive. La locomotive déraillée s'était renversée sur le côté et avait brûlé à la suite du déraillement. Les bogies s'étaient séparés du châssis de la locomotive et avaient fini leur course plusieurs centaines de pieds plus loin. Les bogies n'ont pas été exposés au feu.
L'examen sur place du wagon, environ une heure après le déraillement, a révélé que la timonerie de frein ne montrait pas de signes évidents de problèmes qui auraient pu nuire à son bon fonctionnement. Les deux robinets d'arrêt de la conduite générale entre la locomotive et le wagon étaient ouverts. Les roues n'étaient pas chaudes au toucher et ne montraient pas de signes de surchauffe. Les semelles de frein étaient en état de fonctionner et ne montraient pas de signes de freinage excessif. Toutefois, certaines d'entre elles avaient été endommagées après le déraillement. Le frein à main était desserré. Sur le longeron de bogie, il manquait une plaque de contact qui faisait partie du dispositif vide/chargé ELXNote de bas de page 5. Le distributeur ABDXNote de bas de page 6, le dispositif vide/chargé ELX et l'UDF ont été récupérés et ont été envoyés pour inspection aux installations du Canadien National (CN) à Winnipeg (Manitoba), et par la suite au Laboratoire technique du BST à Ottawa (Ontario). De plus, les huit roues et semelles de frein ont aussi été récupérées et ont été envoyées pour inspection au Laboratoire technique du BST, à Ottawa.
Un examen de la locomotive a révélé que le volant du robinet de mécanicien était à la position de serrage d'urgence et celui du robinet de frein direct était à la position de serrage à fond. Ils étaient tous les deux en circuit. Les robinets d'arrêt des freins à air de l'unité de commande pour marche en unités multiples étaient positionnés correctement.
On a constaté qu'un cylindre de compression du compresseur d'air à deux étages était brisé, et que, sur le clapet de non-retour du réservoir principal numéro deux, le ressort interne était vissé partiellement autour du clapet (voir photo 5 et photo 6) et empêchait le clapet de fonctionner comme il le devait. Les conduites allant du cylindre à haute pression du compresseur d'air de la locomotive au réservoir principal numéro un, et les conduites reliant les réservoirs principaux entre eux, y compris les clapets de purge automatiques, étaient intactes. En raison du déraillement et des dommages causés par le feu, il a été impossible de procéder sur place à des inspections plus poussées et à des essais de pièces de freinage à air.


L'examen a révélé que toutes les roues étaient montées sur des essieux, sauf la roue L2Note de bas de page 7, qui s'était séparée net de l'essieu et qu'on a retrouvée à côté de l'essieu. Les tables de roulement des roues montraient des décolorations bleues qui dénotent habituellement une oxydation de surface causée par des températures élevées.
Les semelles de frein de la locomotive montraient les signes caractéristiques de dommages causés par la chaleur. Les garnitures s'étaient délaminées et s'étaient détachées à beaucoup d'endroits, et montraient des surfaces de contact rugueuses et irrégulières. Aux endroits où les garnitures ne s'étaient pas délaminées, les surfaces de contact étaient polies et avaient un aspect brillant. Les semelles de frein étaient minces. L'épaisseur du matériau de friction dans les parties les plus minces de la semelle de frein la plus usée qu'on a retrouvée mesurait environ 3/8 de pouce, en l'occurrence tout juste la limite d'usure acceptableNote de bas de page 8.
La locomotive était munie d'un consignateur d'événements, lequel a subi de lourds dommages lors de l'incendie. On a récupéré le consignateur d'événements de locomotive, le compresseur à air, le clapet de non-retour, la crémaillère de levier de frein, sept des huit semelles de frein et les huit roues de la locomotive, et on les a envoyés pour examen au Laboratoire technique du BST.
1.3 Subdivision Lillooet
1.3.1 Particularités de la voie
La subdivision Lillooet va de Lillooet, point milliaire 157,6, jusqu'à Williams Lake (Colombie-Britannique), point milliaire 312,9. La région où l'accident est survenu est située en territoire accidenté et montagneux (voir photo 7). Dans le secteur, la voie est construite sur le flanc de la chaîne côtière et longe le cours du fleuve Fraser. Du point milliaire 190,8 aux environs du point milliaire 167,0, la voie descend une pente dont le degré de déclivité varie entre 1,5 % et 2,85 %. La compagnie estime que la pente de contrôle entre Fountain (Colombie-Britannique), point milliaire 165,3, et Kelly ake est de 2,2 % pour les trains qui roulent en direction nord.
Dans les secteurs où les déraillements ont eu lieu, la voie était faite de longs rails soudés de 124 livres qui étaient retenus aux selles de rail par des attaches élastiques, et vissés aux traverses no 1 en bois dur par quatre tire-fonds passés dans chaque selle de rail. Le ballast était fait de pierre concassée. Les cases étaient garnies. La dernière inspection de la voie faite par un superviseur de l'entretien de la voie remontait au 29 juin 2006. La dernière inspection de la voie par une voiture d'évaluation de la voie avait été faite le 25 avril 2006. Aucune anomalie n'avait été relevée lors de ces inspections. Après le déraillement, l'inspection de la voie n'a révélé aucune anomalie de la voie ou de l'infrastructure de la voie.
1.3.2 Restrictions d'exploitation
Les limitations de vitesse de la compagnie exigeaient que les trains n'excèdent pas une vitesse de 20 mi/h entre le point milliaire 191,4 et le point milliaire 158,1. De plus, conformément à la réédition du bulletin mensuel du CN pour la Colombie-Britannique, en vigueur en juin 2006, les trains roulant en direction sud devaient se conformer à la restriction ci-après entre le point milliaire 191,0 et le point milliaire 167,0 :
[Traduction]
Avant d'atteindre le sommet, les trains qui pèsent plus de 5000 tonnes brutes ou qui sont formés de wagons ayant un poids moyen de 100 tonnes brutes ou plus doivent réduire leur vitesse à 15 mi/h et maintenir cette vitesse, et ils ne sont pas autorisés à excéder cette vitesse tant qu'ils ne disposent pas d'une capacité de freinage amplement suffisante.
1.4 Train 567 (manœuvre Exeter)
1.4.1 Charge de travail normale
Une seule locomotive à quatre essieux a été affectée à la manœuvre Exeter. La manœuvre, qui roulait cinq jours par semaine de travail, avait comme tâche principale de garer ou de ramasser des wagons sur des voies d'évitement de clients à Exeter, Chasm et Lime (Colombie-Britannique), point milliaire 197,5, et de préparer des rames de wagons en vue de leur ramassage par d'autres trains de marchandises. Habituellement, on plaçait ces rames de wagons dans la voie d'évitement d'Exeter, où elles pouvaient être manœvrées par des locomotives à six essieux. La navette quotidienne n'allait habituellement pas plus au sud que Chasm, et desservait le client de Lime une fois la semaine.
La manœuvre partait normalement d'Exeter et s'arrêtait pour la nuit à Exeter, et les membres de l'équipe prenaient un taxi pour se rendre à Lillooet et en revenir. À l'occasion, la manœuvre s'arrêtait pour la nuit à Lillooet. Quand il roulait sur la voie principale entre les installations des différents clients, le train comptait normalement quelques wagons, ou bien se composait seulement de ses locomotives.
1.4.2 Affectation des locomotives
Avant que le CN ne l'acquière, la British Columbia Railway (BCR) a acheté des locomotives équipées de freins rhéostatiques et elle les affectait à ce territoire, étant donné que l'exploitation de trains en région montagneuse exige une capacité de freinage accrue. Le freinage rhéostatique est un système de freinage de la locomotive qui utilise les moteurs de traction pour freiner les essieux moteurs de la locomotive. De l'énergie est produite sous forme d'électricité et est dissipée sous forme de chaleur par l'entremise des résistances du système de freinage rhéostatique. L'industrie estime que le freinage rhéostatique est un système de freinage supplémentaire qui est aussi un moyen efficace permettant d'économiser du carburant. Les trains devraient pouvoir compter uniquement sur leurs freins à air pour contrôler leur vitesse, en cas de panne du frein rhéostatique.
Généralement, la BCR n'utilisait les locomotives sans freinage rhéostatique que pour le service de triage. Les locomotives que la compagnie affectait normalement à la manœvre Exeter étaient des locomotives General Electric (GE) B36-7 ou GE B39-8, à quatre essieux, construites par GE et munies de freins rhéostatiques capables de générer un effort de freinage de 40 000 livres à une vitesse de 20 mi/h. La taille et le poids de ces locomotives étaient comparables à ceux de la locomotive GP40 2L de General Motors (GM) que le CN a affectée à cette tâche le jour de l'accident.
Après avoir fait l'acquisition de la BCR, le CN a intégré ses pratiques d'exploitation à celles de la BCR pour ce territoire. En date du 1er avril 2006, le CN a retiré les locomotives de l'ancienne BCR qui étaient jusque là affectées à la manœuvre Exeter, et les a remplacées par des locomotives GM GP40 2L non équipées de freins rhéostatiques. Ces dernières locomotives ont été construites entre 1974 et 1976. Il y avait environ 65 locomotives qui étaient encore en service au CN en 2006, dont 10 qui étaient semblables aux locomotives GP40-2.
L'affectation des locomotives tient normalement compte du tonnage maximal estimatif que le train sera appelé à remorquer et de la mesure dans laquelle les locomotives conviennent aux voies sur lesquelles elles doivent rouler. En l'occurrence, on n'a pas considéré la nécessité d'une capacité supplémentaire de freinage rhéostatique en vue de la descente des montagnes, et on n'a pas procédé à une évaluation des risques avant de décider de ne plus affecter dans ce territoire des locomotives dotées de la capacité de freinage rhéostatique.
Le bulletin d'exploitation mensuel relatif à la Division du Pacifique du CN, en date de juin 2006, qui s'applique à la subdivision Lillooet, impose des restrictions quant à l'utilisation de locomotives à six essieux dans certains embranchements et sur d'autres voies situés à Lime, Chasm et Exeter. Ces restrictions exigeaient qu'on utilise exclusivement des locomotives à quatre essieux pour desservir les clients établis à ces endroits.
1.4.3 Locomotive CN 9606
La locomotive CN 9606, construite par GM, est une locomotive GP40-2LUM que le CN désigne par l'appellation GF430c. Il s'agit d'une locomotive diesel-électrique de ligne à quatre essieux qui pèse 263 000 livres et qui est équipée de six roues de 40 pouces de catégorie C, de deux roues de 40 pouces de catégorie B et de freins standard conformes à l'annexe 26L. Les bogies sont des bogies Electro-Motive Diesel, Incorporated (EMD) Blomberg-M à deux essieux. Les bogies Blomberg-M installés sous les locomotives GF-430c sont munis d'une seule semelle de frein par roue et ils sont munis de semelles de frein en matière composite COBRA®, numéro de pièce V-330, à coefficient de frottement élevé (les dimensions du produit à l'état neuf sont les suivantes : 14 pouces de longueur, 3,38 pouces de largeur et 2 pouces d'épaisseur).
1.4.4 Wagon plat chargé à support central CN 625862
Le wagon CN 625862 était un wagon plat à support central de 73 pieds d'une capacité de 286 kNote de bas de page 9 qui avait une tare de 61 100 livres et une capacité de transport d'environ 110 tonnes. Lors de l'accident, le wagon avait un poids brut sur rail (PBR) de 257 134 livres, c'est-à-dire un poids inférieur à la limite autorisée.
Le wagon faisait partie d'une série de 200 wagons du même modèle qui avaient été livrés au CN par les ateliers de TrentonWorks Ltd., établis à Trenton (Nouvelle-Écosse). Le CN a pris livraison de ce wagon le 10 février 2003. Les wagons de ce type étaient équipés de huit roues de catégorie C de 36 pouces, de distributeurs de freinage ABDX-L, de cylindres de frein mesurant 8 pouces 1/2 sur 12 pouces, de dispositifs vide/chargé ELX-B autorisant un coefficient de 60 %, de valves d'échappement rapide no 8, et de timoneries de frein identiques.
1.5 Renseignements consignés
En raison des dommages causés par le feu et la chaleur, il a été impossible de récupérer quelque donnée utile que ce soit du consignateur d'événements de locomotive (voir photo 8). Les vraies données n'étant pas disponibles, les enquêteurs ont cherché à obtenir des données portant sur un parcours de train comparable. Le 2 juillet 2006, on a formé un train d'essai constitué d'une locomotive du même modèle (CN 9574) et d'un wagon plat chargé à support central du même modèle, et on leur a fait descendre la subdivision Lillooet dans le secteur où le déraillement est survenu. Le BST s'est servi des données enregistrées par le consignateur d'événements de locomotive lors de cette descente, à des fins d'analyse et de comparaison.

L'UDF du train en cause dans l'accident était un appareil de type TRAINLINK® ATX ES, fabriqué par Wabtec Corporation, une entreprise établie à Wilmerding, Pennsylvanie, aux États-Unis. Grâce à cette UDF, le mécanicien peut commander simultanément un serrage d'urgence et un serrage gradué des freins à partir de la tête et de la queue du train, pourvu que la locomotive soit aussi équipée d'une unité d'entrée et d'affichage TRAINLINK ES compatible. Toutefois, la locomotive CN 9606 n'était pas équipée d'une telle unité. L'UDF assure aussi des fonctions de surveillance standard et transmet l'information ci-après à l'unité logique de communication, qui affiche ces renseignements sur des écrans d'affichage placés dans la cabine de la locomotive :
- pression dans la conduite générale en queue de train,
- état du train (en mouvement ou à l'arrêt),
- état du signal de queue (allumé [ON] ou éteint [OFF]),
- état des communications,
- état du robinet de freinage d'urgence en queue de train.
L'UDF était équipée d'une unité intégrée de détection par satellite du système de positionnement global (GPS). Les données du GPS peuvent être envoyées par télémesure à des stations terrestres de la compagnie ferroviaire, et elles aident à suivre les mouvements des trains. Bien que la compagnie n'ait pas choisi d'acquérir l'option de télémesure GPS, le fabricant avait installé l'appareil dans l'UDF, de sorte que le BST a pu récupérer certaines données. Des données sur l'heure, sur les coordonnées de localisation par GPS et sur la pression dans la conduite générale en queue de train ont été téléchargées à partir de l'UDF. Ces renseignements ont montré :
- qu'il y avait continuité de la conduite généraleNote de bas de page 10 pendant que le train descendait la pente,
- que l'UDF avait fait l'objet d'essais conformément aux exigences de la compagnie avant que le train parte de Koster.
Tableau 1 montre les commandes qui ont été interpolées à partir des données de l'UDF.
| Endroit | Serrages du frein automatique |
|---|---|
| Approache de Kelly Lake | Réduction minimale de la pression de freinage, à 7 lb/po² |
| Point milliaire 191,4 | Réduction de 3 lb/po² de la pression dans la conduite générale, à 10 lb/po²Note de bas de page 11 |
| Point milliaire 191,4 | Réduction de 4 lb/po² de la pression dans la conduite générale, à 14 lb/po² |
| Point milliaire 190,0 | Réduction de 4 lb/po² de la pression dans la conduite générale, à 18 lb/po² |
| Point milliaire 189,6 | Réduction de 1 lb/po² de la pression dans la conduite générale, à 19 lb/po² |
| Point milliaire 189,4 | Réduction de 1 lb/po² de la pression dans la conduite générale, à 20 lb/po² |
| Point milliaire 189,0 | Réduction de 2 lb/po² de la pression dans la conduite générale, à 22 lb/po² |
| Point milliaire 187,2 | Réduction de 3 lb/po² de la pression dans la conduite générale, à 25 lb/po²; serrage à fond |
| Point milliaire 186,7 | Serrage d'urgence des freins du train |
En comparant les données de l'UDF et celles du consignateur d'événements de locomotive du train d'essai, on a constaté que, même si le train d'essai roulait à peu près à la même vitesse moyenne que le train en cause dans l'accident (20,0 mi/h près du point milliaire 191,4) quand il s'est approché du sommet de Kelly Lake, et que la vitesse moyenne du train d'essai est demeurée supérieure à celle du train en cause dans l'événement au début de la descente, le train en cause dans l'accident a eu besoin d'un serrage de service beaucoup plus intense et soutenu pour essayer de contrôler sa vitesse pendant qu'il descendait la même pente (voir le secteur « A » de la figure 3).
L'analyse des données a aussi indiqué que le train d'essai et le train en cause dans l'accident avaient tous deux la même vitesse moyenne, soit environ 29,2 mi/h, près du point milliaire 211,0. Les deux trains ont ensuite parcouru la même section de voie jusqu'au point milliaire 06,4 et, à ce moment, ils avaient encore la même vitesse moyenne (environ 30,7 mi/h). Durant le trajet, le train en cause dans l'accident a eu besoin d'un serrage de service beaucoup plus intense et soutenu que le train d'essai pour contrôler sa vitesse pendant qu'il descendait la même pente que le train d'essai, soit entre Chasm et Clinton (voir le secteur « B » de la figure 3).
Le train d'essai a atteint le sommet au point milliaire 190,8, un peu passé Kelly Lake; la pression dans la conduite générale a été réduite à cet endroit de 87 lb/po² à 76 lb/po², soit une réduction de 11 lb/po² qui correspondait à 44 % de sa capacité de freinage de service, alors que, quand le train en cause dans l'accident a atteint le sommet, la pression dans la conduite générale a été réduite de 89 lb/po² à 75 lb/po², soit une réduction de 14 lb/po² qui correspondait à 55 % de sa capacité de freinage de service.
Aux environs du point milliaire 189,0, tandis que le train en cause dans l'accident descendait la longue pente menant à Lillooet, son effort de freinage a augmenté (22 lb/po²) alors que celui du train d'essai est demeuré le même. Parvenu au point milliaire 187,2, l'effort de freinage du train en cause dans l'accident avait augmenté, atteignant 25 lb/po², ce qui correspond à un serrage à fond des freins. Dans le cas du train d'essai, l'effort de freinage s'est maintenu à 11 lb/po² jusqu'à l'arrêt du train au point milliaire 178. La vitesse du train d'essai s'est maintenue à environ 20 mi/h après que le train a atteint le sommet, alors que celle du train en cause dans l'accident avait augmenté et qu'elle avait atteint 27 mi/h au point milliaire 186,7. À cet endroit, on a commandé un serrage d'urgence des freins du train.
Cette enquête marque une première, en ce sens que c'était la première fois que le BST ou un autre organisme utilisait des données tirées d'une UDF pour les besoins d'une enquête. L'UDF a fourni des renseignements utiles en l'absence d'un consignateur d'événements de locomotive; toutefois, il a fallu élaborer des protocoles pour pouvoir utiliser les données recueillies. Pour plus de détails au sujet des données de l'UDF et de la façon dont on s'y est pris pour les acquérir et les utiliser, veuillez consulter le rapport du Laboratoire technique LP 074/2006 du BST. Ce rapport est disponible sur demande.
1.6 Rapport LP 115/2006 du Laboratoire technique du BST : Calcul de la vitesse du soulèvement des roues et de l'effort de freinage
Le Laboratoire technique du BST a calculé les vitesses de soulèvement des roues et les forces résiduelles de freinageNote de bas de page 12 sur lesquelles le matériel roulant pouvait compter. Pour analyser les forces de freinage résiduelles, on a utilisé les résultats d'essais faits au moyen d'une semelle de frein munie d'une cellule de mesure, qu'on avait installée sur un wagon et une locomotive du même modèle que ceux qui ont été en cause dans l'accident, à titre de comparaison. Le rapport indique que :
- Le wagon CN 625862 a dû atteindre une vitesse d'au moins 50,7 mi/h pour quitter la voie dans la courbe de 11 degrés située au point milliaire 184,80 (point de déraillement [PDD] 1).
- La locomotive CN 9606 a dû atteindre une vitesse d'au moins 60,0 mi/h pour quitter la voie dans la courbe de 12 degrés située au point milliaire 182,50 (PDD 2).
- La force de freinage résiduelle du train, entre le point où l'équipe a commandé un freinage d'urgence du train et le PDD 1, était d'environ 6804 livres, soit seulement 19 % de la capacité de freinage d'urgence de la locomotive et du wagon du même modèle qu'on a utilisés pour les essais.
- La force de freinage résiduelle de la locomotive seule entre le PDD 1 et le PDD 2 était d'environ 2736 livres, soit seulement 11 % de la capacité de freinage d'urgence de la locomotive du même modèle qu'on a utilisée pour les essais.
- Si l'on ne tient pas compte de l'évanouissement des semelles de frein dû au frottement (perte d'efficacité), les capacités des freins à air de la locomotive du même modèle utilisée aux fins des essais auraient été suffisantes pour contrôler la vitesse du train dans la pente. Toutefois, ni la capacité de serrage à fond du frein de service ni la capacité de freinage d'urgence du wagon du même modèle utilisé pour les essais n'auraient été suffisantes à elles seules pour contrôler la vitesse du wagon.
1.7 Semelles de frein et évanouissement dû au frottement
Le serrage du frein automatique génère de la chaleur à l'interface entre les semelles de frein et la table de roulement des roues. La quantité de chaleur ainsi générée est proportionnelle à la puissance au freinNote de bas de page 13 (en BHP - brake horsepower), laquelle est proportionnelle à la vitesse et à l'effort retardateur des freins. Plus les wagons et les locomotives sont lourds, plus l'effort retardateur doit être grand pour limiter leur vitesse pendant les descentes et, par conséquent, plus les températures générées sont élevées.
Quand on excède la capacité de résistance thermique des semelles de frein, le coefficient de frottement peut s'abaisser, d'où un évanouissement des freins dû au frottement. Pour que cet évanouissement se manifeste, il faut qu'on excède la capacité de résistance thermique des semelles de frein pendant une période suffisamment longue. Une exposition à court terme à des températures élevées n'entraîne pas nécessairement un évanouissement des freins dû au frottement.
Pour qu'un train puisse descendre une longue pente en montagne à une vitesse constante, toute réduction de l'effort de freinage à une roue sujette à un évanouissement de la semelle de frein dû au frottement doit être compensée par un effort de freinage accru des autres roues. L'accroissement de la force exercée sur les semelles de frein peut faire en sorte que ces roues subissent un évanouissement des freins dû au frottement du fait de l'effort de freinage additionnel qui leur est imposé. De même, un serrage d'urgence des freins peut faire empirer l'évanouissement des freins dû au frottement, à la suite de laquelle on pourrait perdre la maîtrise du train.
Cet effet en cascade peut aussi toucher des wagons individuels puisque l'effort de freinage à chaque roue n'est pas uniforme, du fait de variations dues à des facteurs comme le degré d'usure de la timonerie de freinage et des semelles de frein. Les roues qui produisent la puissance au frein (BHP) la plus grande peuvent être les premières à être affectées par l'évanouissement des freins dû au frottement, qui pourrait avoir un effet « domino » sur les autres roues à mesure que les conditions se dégradent.
Cette situation déjà précaire peut être aggravée encore davantage par l'usure accélérée des semelles de frein soumises à une puissance au frein (BHP) considérable. Par exemple, le taux d'usure des semelles dans le cas d'une roue soumise à une puissance au frein de 35 BHP, soit la puissance nominale maximale recommandée pour une roue de wagon de 38 pouces de diamètre, est environ le double que dans le cas de la même roue exposée à une charge de 25 BHPNote de bas de page 14.
La spécification M-926 de l'Association of American Railroads (AAR), publiée en 1964, est la norme qui régit la fabrication des semelles de frein en matière composite à haut coefficient de frottement pour les wagons de chemin de fer. Lors de l'accident, la norme s'appliquait aux wagons de 100 tonnes dont le PBRNote de bas de page 15 est de 263 000 livres. L'essai en pente de la spécification M 926 de l'AAR exige que les semelles de frein soient exposées à une force nette de 1450 livres, à une vitesse de 20 mi/h et pendant 45 minutes, et qu'elles produisent un effort retardateur minimal de 400 livres. Bien que la spécification M-926 de l'AAR ne précise pas de valeur de puissance au °frein (BHP), elle est équivalente à un coefficient de frottement de 0,28 et à une puissance au frein de 21 BHP, à une température de 600 °F (316 °C).
Par suite de deux déraillements catastrophiques consécutifs à des dérives de matériel roulant qui sont survenus aux États-Unis en 1997 et 2000, on a établi un groupe de travail chargé d'étudier l'évanouissement des semelles de frein (Brake Shoe Fade Task Force)Note de bas de page 16 et de mettre au point un essai en pente approprié qui tient compte des efforts accrus que supportent les semelles de frein des wagons plus lourds d'aujourd'hui. Le groupe de travail a proposé un essai en forte pente pour lequel les coefficients nets de freinage et la force nette des semelles de frein étaient accrus. À partir de la spécification proposée, on a conçu des semelles résistant mieux à l'évanouissement dû au frottement.
L'AAR a proposé la spécification M-997 portant sur les semelles de frein à coefficient de frottement élevé, intitulée Brake Shoe - High Friction Tread Conditioning, High Capacity. Elle donne des détails sur les nouvelles exigences relatives aux essais en forte pente et sur les exigences existantes relatives aux essais en pente douce qu'on trouve dans la spécification M-926 de l'AAR, pour les semelles de frein en matière composite courantes, à coefficient de frottement élevé. L'essai en forte pente exigera que les semelles de frein des wagons exercent un effort retardateur de 600 livres quand elles sont soumises à un effort de freinage de 2250 livres pendant 45 minutes à une vitesse de 20 mi/h. La spécification M-997 a été promulguée le 1er novembre 2008.
Il n'y a pas de spécifications qui exposent les détails des essais en pente de semelles de frein en matière composite à coefficient de frottement élevé pour les locomotives; seule une pratique recommandée optionnelle de l'AAR pourrait donner quelques indications (AAR RP-599). Cette pratique s'inspire en bonne partie de la spécification M-926 de l'AAR, en ce sens qu'elle précise la même exigence quant à la force nette exercée par les semelles, à savoir 1450 livres à 20 mi/h pendant 45 minutes, mais elle recommande que l'effort retardateur produit soit de 450 livres, alors que l'effort requis était de 400 livres pour les wagons. Aussi, à la différence de la spécification M-997, la pratique recommandée RP-599 n'impose pas d'exigences quant à des essais dans des fortes pentes.
1.8 Capacité de freinage
On a fait des calculs pour déterminer si la vitesse du train en cause dans l'accident avait été trop élevée compte tenu de la capacité de freinage du train, lequel n'aurait pas été capable de s'arrêter à cause de l'évanouissement des freins dû au frottement (rapport LP 074/2006 du Laboratoire technique du BST). Pour les calculs, le Bureau a utilisé la méthodeNote de bas de page 17 qui a été appliquée lors des enquêtes menées par le National Transportation Safety Board (NTSB) des États-UnisNote de bas de page 18 au sujet de deux dérives de matériel roulant.
D'après les normes généralement acceptées de l'industrie des freins à air, et compte tenu des pratiques de conception acceptées, les wagons équipés de roues de 36 pouces de diamètre (comme le train en cause dans l'accident) ne devraient pas excéder une valeur moyenne de puissance au frein de 30 BHP. Pour les roues de 33 pouces de diamètre, cette valeur ne devrait pas être supérieure à 25 BHP. Pour les roues des locomotives ayant un diamètre plus grand de 40 pouces, la capacité thermique pratique est d'environ 40 BHP par roue. La pratique recommandée de l'industrie veut que les valeurs de puissance au frein soient limitées à 25 BHP quand on envisage d'utiliser différents wagons d'échange dans le cadre de l'exploitationNote de bas de page 19. Même si le wagon en cause dans l'accident n'était pas équipé de roues de 33 pouces de diamètre, d'autres wagons participant au service d'échange général peuvent en être équipés. La littérature pertinente indique que ces valeurs moyennes donneront lieu habituellement à des températures des tables de roulement des roues de l'ordre de 400 °F (204 °C) à 600 °F (316 °C)Note de bas de page 20. On n'a pas trouvé de documents indiquant les valeurs de température des tables de roulement des locomotives, mais on peut raisonnablement supposer qu'elles seraient similaires.
Les calculs ont montré que le train en cause dans l'accident n'aurait pas excédé la capacité théorique associée aux roues de wagons de 36 pouces (30 BHP) quand il a roulé à des vitesses atteignant 20 mi/h dans une pente de 1,75 % ou moins. La capacité théorique associée aux roues de locomotives de 40 pouces n'aurait pas été dépassée quand le train a roulé à des vitesses atteignant 20 mi/h dans une pente de 2,25 % ou moins. Sur une pente plus raide, la limite de puissance au frein (BHP) des roues aurait été atteinte à des vitesses plus basses (voir tableau 2 et tableau 3).
| Pente (%) | Vitesse (mi/h) | BHP |
|---|---|---|
| 1,25 | 31,0 | 30 |
| 1,50 | 25,0 | 30 |
| 1,75 | 21,0 | 30 |
| 2,0 | 17,5 | 30 |
| 2,25 | 16,0 | 30 |
| 2.,0 | 13,0 | 30 |
| 2.,5 | 12,5 | 30 |
| Pente (%) | Vitesse (mi/h) | BHP |
|---|---|---|
| 1,25 | 46,0 | 40 |
| 1,50 | 34,5 | 40 |
| 1,75 | 28,0 | 40 |
| 2,0 | 24,0 | 40 |
| 2,25 | 21,0 | 40 |
| 2,50 | 18.0 | 40 |
| 2,75 | 17,0 | 40 |
1.9 Essai dynamométrique
Pour corroborer et valider les prédictions d'ordre théorique et les calculs relatifs à la puissance au frein, on a procédé à un essai dynamométrique aux installations du fabricant des semelles de frein (rapport LP 074/2006 du Laboratoire technique du BST). Durant les essais, on a fixé une roue de locomotive à l'extrémité d'un arbre et on a monté, adjacent à celle-ci, le mécanisme d'une semelle de frein (voir photo 9). On a fait tourner la roue et appliqué la semelle de frein d'essai contre la table de roulement de la roue afin de simuler les conditions d'un freinage réel d'une locomotive. Les capteurs ont calculé et enregistré des paramètres comme la distance parcourue, la vitesse, les températures de la table de roulement de la roue, la force nette exercée par la semelle, l'effort retardateur, le coefficient de frottement et la puissance au frein. On a recueilli des données provenant des sources énumérées ci-dessous et on les a intégrées à des feuilles de calcul électronique afin de reconstituer les activités de freinage du train entre le 16 et le 29 juin 2006, et d'utiliser ces données aux fins des essais dynamométriques :
- Données du consignateur d'événements de locomotive d'une locomotive du même modèle du CN à laquelle on a fait faire des activités de triage similaires à celles qui se sont déroulées le jour de l'événement.
- Données du consignateur d'événements de locomotive du train d'essai auquel on a fait descendre la pente après l'accident.
- Renseignements sur le profil de la voie.
- Données de la cellule de mesure qu'on a installée sur un wagon et une locomotive du même modèle que ceux qui ont été en cause dans l'accident afin de connaître leurs coefficients de freinage réels.
- Données récupérées de l'UDF du train en cause dans l'accident, portant sur les activités qui ont eu lieu pendant une période allant de quelques journées avant l'événement jusqu'au jour de l'événement inclusivement.

On a réalisé ces essais afin de vérifier l'hypothèse voulant que les semelles de frein aient été affectées par un évanouissement dû au frottement lors de l'accident. On a procédé à des essais dynamométriques lors desquels on a simulé les conditions de descente avec la locomotive seule, avec la locomotive et le wagon, avec la locomotive et le wagon, les freins du wagon étant inopérants et, enfin, avec le wagon seul, pour lequel on a simulé un serrage normal des freins suivi d'un serrage d'urgence. En outre, on a utilisé les mêmes données de base pour déterminer s'il pouvait y avoir une corrélation entre les prédictions théoriques sur le transfert thermique et les contraintes résiduelles qui ont été relevées dans les roues surchauffées de la locomotive (c'est-à-dire corrélation avec les résultats du test de coupe [voir la section 1.11.5]).
Les essais ont permis de faire les observations suivantes :
- L'essai pendant lequel la locomotive seule a descendu la pente a démontré qu'il n'y a pas eu d'évanouissement des freins dû au frottement et que les charges thermiques n'ont pas dépassé les valeurs normales.
- L'essai pendant lequel la locomotive et le wagon plat chargé à support central ont descendu la pente à 20 mi/h tandis qu'on procédait à un serrage normal des freins (essai dynamométrique 8130) a montré que des forces atteignant 4700 livres, ayant une valeur moyenne de 3500 livres environ, appliquées par les semelles de frein, ont été nécessaires pour contrôler la vitesse du train. Les valeurs moyennes de puissance au frein (BHP) qu'on a obtenues étaient de l'ordre de 41, avec des pointes à près de 48 BHP. On a observé un évanouissement des freins dû au frottement, mais à un endroit situé beaucoup plus au sud que les points de déraillements.
- L'essai pendant lequel la locomotive et le wagon plat chargé à support central ont descendu la pente alors que les freins du wagon étaient inopérants (essai dynamométrique 8255) a donné les résultats suivants :
- Le commencement de l'évanouissement des freins dû au frottement a coïncidé avec le point où, d'après les souvenirs du mécanicien, le train a commencé à accélérer et est parti à la dérive (aux alentours du point milliaire 186,7).
- Le serrage d'urgence des freins a fait augmenter la perte d'efficacité des sabots en raison du frottement, et a accentué encore davantage la perte de contrôle (dérive).
- Quand l'évanouissement des freins dû au frottement s'est manifesté, les valeurs de puissance au frein (BHP) coïncidaient avec la valeur calculée dont il est question dans le rapport LP 074/2006 du Laboratoire technique du BST.
- Les valeurs de puissance au frein ont varié entre 60 et 80 BHP et ont atteint un maximum de plus de 90 BHP.
- La température des tables de roulement des roues de la locomotive a atteint une valeur (environ 1400 °F, soit environ 760 °C) qui coïncide avec les dommages métallurgiques dus à la chaleur qui ont affecté la roue L2 en cause dans l'accident, c'est-à-dire la roue qui a subi les plus lourds dommages dus à la chaleur (voir la section 1.11.3).
- Après qu'on a laissé la roue refroidir à l'air libre, on a constaté que la table de roulement de la roue de la locomotive montrait une décoloration superficielle bleue, mais qu'elle ne montrait pas de fissures visibles ou d'écaillages dus à la chaleur qui auraient correspondu à l'état dans lequel étaient les roues de la locomotive en cause dans l'accident.
- Le taux d'usure des semelles de frein utilisées pour l'essai a augmenté considérablement et de grandes quantités de fumée se sont échappées, après que la perte d'efficacité due à la chaleur s'est manifestée à des valeurs élevées de puissance au frein.
- Les semelles de frein utilisées pour l'essai ont été usées jusqu'à la platine.
- Durant le rodage et le conditionnement simulés des semelles de frein, avant la descente finale à Kelly Lake, on a remarqué que la décoloration superficielle de la table de roulement qui avait apparu s'était estompée, de telle sorte qu'elle n'était plus visible.
- La simulation effectuée sur la roue du wagon qui a fait l'objet de serrages normaux du frein suivis d'un serrage d'urgence du frein (conformément aux données de l'UDF) a permis de faire les observations suivantes :
- Après avoir laissé la roue refroidir à l'air libre pendant une heure, on a constaté que la surface de la roue était encore brûlante au toucher (environ 175 °F).
- La table de roulement de la roue était décolorée et avait une teinte bleue.
- La table de roulement de la roue ne montrait pas de signes visibles de fissuration thermique ou d'écaillages dus à la chaleur.
- Après les essais, les semelles de frein montraient certains signes de surchauffe.
1.10 Roues de la locomotive et du wagon
Les roues du train en cause dans l'accident, à l'instar de la grande majorité des roues des locomotives et des wagons qui sont en service en Amérique du Nord, sont faites d'un acier traité thermiquement qui répond à des exigences de conception et à des exigences quant aux caractéristiques métallurgiques. Grâce à la métallurgie, il est possible de créer une répartition favorable des contraintes de compression résiduelles dans la jante de la roue et de créer une surface extérieure durcie. Les contraintes de compression aident le métal à résister à la fissuration de fatigue, et la surface extérieure durcie aide les roues à supporter la fatigue de contact et les types d'usure auxquels elles sont exposées pendant les opérations ferroviaires normales.
Quand des roues ne sont pas exposées à une puissance au frein (BHP) excessive, la déformation et les contraintes sont élastiques, de sorte que les roues reviennent à leur état original une fois refroidies. Cependant, l'exploitation de trains pendant de longues descentes exige parfois qu'on applique une puissance au frein considérable, et peut générer une grande quantité de chaleur. Si une roue supporte un freinage vigoureux pendant suffisamment longtemps, les contraintes thermiques qui s'exercent sur elle peuvent être suffisantes pour faire en sorte qu'elle se déforme au-delà de la limite d'élasticité de l'acier. Il s'ensuit une diminution des contraintes de compression résiduelles de la roue. Si l'exposition de la roue à la chaleur est assez grande, il peut arriver que les contraintes de compression résiduelles deviennent nulles, ou même que le processus s'inverse et que la roue soit affectée par des contraintes résiduelles de traction qui agissent sur la circonférence (jante) de la roue une fois celle-ci refroidie, et qui causent des dommages à la roueNote de bas de page 21.
Les dommages thermiques affaiblissent la roue et la rendent davantage sujette aux risques de rupture. Si les contraintes résiduelles de traction agissant sur la circonférence sont suffisamment grandes, la roue risque de se briser de façon catastrophique et d'éclater littéralement (il s'agit alors d'une rupture rapide lors de laquelle les morceaux de la roue sont éjectés) ou de se désagréger progressivement sous l'effet d'un processus accéléré d'exfoliation (c'est-à-dire un processus accéléré de fatigue par contact).
Dans le domaine ferroviaire, les roues sont classées d'après le traitement thermique et la teneur en carbone de l'acier qui les constitue. Comme la teneur en carbone influe sur la dureté et la résistance aux chocsNote de bas de page 22 du métal, les roues de catégories différentes conviennent pour des usages recommandés différents. Les roues faites d'acier à haute teneur en carbone (catégorie C) sont plus dures et plus cassantes, elles s'écaillent moins facilement, mais elles ont une capacité thermique généralement moindre, de sorte qu'elles sont les roues qu'on utilise de préférence lorsque les charges sont lourdes mais que les freinages sont peu accentuésNote de bas de page 23. Les roues faites d'acier dont la teneur en carbone est moyenne (catégorie B) sont les roues qu'on utilise de préférence lorsque les vitesses sont élevées, que le freinage est intense et que les charges par roue sont lourdesNote de bas de page 24 Les roues de catégorie B ou C sont celles qui équipent les wagons de marchandises affectés au service d'échangeNote de bas de page 25, et sont celles qui sont recommandées pour une utilisation sous les locomotives.
1.11 Analyse des roues et des semelles de frein de la locomotive et du wagon - Rapport LP 074/2006 du Laboratoire technique du BST
1.11.1 Inspection visuelle des semelles de frein du wagon et de la locomotive
Les huit semelles de frein du wagon étaient des semelles en matière composite dont le coefficient de frottement était élevé. Toutes les semelles étaient usées, mais leur usure n'excédait pas les limites d'usure acceptable de l'AARNote de bas de page 26, lesquelles exigent que les semelles de frein des wagons aient un matériau de friction, incluant la garniture et la platine, mesurant au minimum 3/8 de pouce (1 cm) d'épaisseur. Sur quatre des huit semelles de frein, on a relevé des endroits où de gros morceaux du matériau s'étaient séparés de l'assemblage. Cette séparation semblait résulter de dommages secondaires causés par le déraillement. Des sections petites et étroites de matériau de friction s'étaient aussi séparées de certaines des semelles de frein, et avaient en majorité creusé des tranchées peu profondes orientées le long de l'axe longitudinal des semelles (c'est-à-dire sur la circonférence de la roue accouplée). Dans les sections restantes, l'usure semblait être normale et il n'y avait pas de signes évidents de surchauffe (voir photo 10).

Les sept semelles de frein de la locomotive qu'on a récupérées étaient toutes des semelles en matière composite dont le coefficient de frottement était élevé. Elles étaient amincies par l'usure à certains endroits, mais elles n'excédaient pas la limite d'usure acceptable de l'AAR, soit 3/8 de pouceNote de bas de page 27. Comparativement aux semelles de frein du wagon, celles de la locomotive montraient des signes de surchauffe manifestes. La garniture des semelles s'était délaminée et s'était détachée en beaucoup d'endroits, créant des surfaces de contact rugueuses et irrégulières qui dénotent des dommages causés par la surchauffe (voir photo 11). Les dommages dus à la chaleur n'ont pas été causés par l'incendie qui a suivi l'accident, car les bogies et les roues, avec les semelles de frein reliées à eux, s'étaient séparés de la locomotive au moment du déraillement et ont été retrouvés à une distance appréciable de l'endroit où l'incendie a fait rage après l'accident. La surface de contact entre les semelles de frein et les tables de roulement des roues était polie et avait un aspect brillant dans la plupart des endroits où la garniture ne s'était pas délaminée.

1.11.2 Inspection visuelle des roues du wagon et de la locomotive
Le marquage des roues de la locomotive indiquait qu'il s'agissait de roues de type T40A de 40 pouces, fabriquées par l'atelier de roues Griffin Wheel Company. Contrairement aux roues du wagon, celles de la locomotive avaient des tables de roulement décolorées qui avaient bleui en raison de l'oxydation de la surface causée par des températures élevées (voir photo 12). L'analyse en laboratoire a révélé qu'un polissage léger de la table de roulement pouvait faire disparaître rapidement la décoloration et la teinte bleue, ce qui indique que cette décoloration n'était que superficielle. Les tables de roulement et les boudins des roues ne montraient pas de signes visibles de fissuration ou d'écaillages dus à la chaleur.

Quand on a comparé les roues avec d'autres roues de locomotive qui n'avaient pas surchauffé, on n'a pas remarqué de différences notables dans leur aspect externe (si ce n'est la décoloration et l'aspect bleu de la table de roulement). Une inspection visuelle faite par des techniciens spécialistes de la compagnie ferroviaire n'a pas fait ressortir de différences marquées entre ces roues affectées par la surchauffe et des roues n'ayant pas subi de dommages.
1.11.3 Attaque du métal
On a procédé à une attaque chimique d'échantillons transversaux des tables de roulement des huit roues de la locomotive. Les analyses métallurgiques ont révélé la présence de martensite revenue près de la surface de la table de roulement de la roue L2, jusqu'à une profondeur de 5 mm environ. La microstructure des roues du matériel roulant est normalement constituée de ferrite-perlite. La modification de la microstructure de cette roue indiquerait que celle-ci a été chauffée à une température de plus de 1340 °F (727 °C).
L'analyse de la microstructure des autres roues a révélé que trois autres roues de la locomotive avaient une microstructure pratiquement uniforme de ferrite-perlite, montrant quelques secteurs de bainite. Bien que la bainite soit assez similaire à la martensite revenue, elle est normalement associée à des températures un peu plus basses. Les quatre autres roues de la locomotive avaient une microstructure typique de ferrite-perlite.
1.11.4 Examen magnétoscopique
Un examen magnétoscopique des roues de la locomotive a révélé la présence d'une série de petites fissures superficielles sur la table de roulement et les boudins des roues, dans le sens transversal et le sens longitudinal. Ces fissures peuvent agir comme points de concentration des contraintes qui peuvent amorcer un processus de rupture, surtout si les roues ont été endommagées par la chaleur.
1.11.5 Essais de coupe
On a procédé à des essais de coupe sur les roues du wagon et de la locomotive afin de quantifier leurs contraintes résiduelles. À l'aide d'une scie à ruban, on a fait une coupe radiale du rebord du boudin jusqu'au centre de l'essieu. À mesure qu'on faisait la coupe, on a mesuré le déplacement circonférentiel de la roue à la hauteur du boudin afin de quantifier le rétrécissement du trait de scie (en raison de la présence de contraintes résiduelles de compression) ou son accroissement (en raison de la présence de contraintes résiduelles de traction).
Les résultats des essais ont montré que les contraintes résiduelles de compression des huit roues de la locomotive avaient été modifiées. Pour une roue de locomotive neuve type de modèle T40A, le déplacement attribuable au trait de scie devrait être d'environ -0,020 pouce (note : le signe négatif indique un rétrécissement du trait de scie, correspondant à des contraintes de compression) à une profondeur de cinq pouces. Deux des roues de la locomotive (numéro de série 59304, de catégorie B, et numéro de série 36319, de catégorie C) montraient un déplacement inférieur à la moitié de la valeur de référence (-0,008 pouce et -0,009 pouce respectivement). Bien qu'une partie de la diminution des contraintes résiduelles de compression ait pu résulter de l'usure de la table de roulement des roues, il est probable qu'une autre partie de cette diminution a été causée par des dommages de nature thermique. Les six autres roues montraient une perte complète de déplacement en compression à la profondeur de référence. Les contraintes de compression sont devenues des contraintes de traction. L'expansion en traction indique la présence de contraintes résiduelles de traction. La roue de la locomotive qui était affectée par les contraintes résiduelles de traction les plus marquées (déplacement de +0,019 pouce des côtés du trait de scie à une profondeur de cinq pouces) était une roue de catégorie B. La présence de contraintes résiduelles de traction dans la circonférence de la jante concorde avec l'hypothèse voulant que les roues aient subi des dommages thermiquesNote de bas de page 28.
Les essais de coupe effectués sur toutes les roues du wagon ont montré que les contraintes résiduelles de compression semblaient correspondre à celles de roues neuves de wagon. Rien n'indique que les roues du wagon aient été chauffées au point que leurs caractéristiques soient modifiées.
Par la suite, on a effectué un essai de coupe sur la roue de locomotive qui a servi aux essais dynamométriques. Les données obtenues à une profondeur de coupe de près de 2 pouces (5,1 cm), laquelle correspond à une épaisseur de la bande de roulement d'environ ½ pouce (1,3 cm) si l'on tient compte de la hauteur du boudin de roue, étaient essentiellement analogues aux résultats des essais portant sur la roue qui avait le plus souffert de la chaleur, soit la roue L2 (numéro de série 59180) de la locomotive en cause dans l'accident. Les deux roues montraient une diminution des contraintes résiduelles de compression, à un point tel que la roue affichait pratiquement un état de contrainte neutre à cette profondeur. La roue utilisée pour l'essai dynamométrique s'est brisée subitement pendant qu'on effectuait une coupe à cet endroit. La fracture mesurait 0,045 pouce (1,14 mm) de largeur et environ 1 pied (31 cm) de longueur à partir du trait de scie. La fissure s'est propagée à travers la table de roulement vers le centre de la roue, après quoi elle a changé de direction en décrivant un arc, de telle sorte qu'elle a commencé à se propager circonférentiellement dans la toile de la roue, près de l'essieu.
1.12 Instructions du Canadien National et de l'Association of American Railroadsconcernant les roues affectées par des dommages d'origine thermique
Le CN avise ses mécaniciens des conditions d'exploitation qui contribuent à faire surchauffer les roues des locomotivesNote de bas de page 29 :
- utiliser le robinet du frein direct à des vitesses supérieures à 15 mi/h,
- serrer le frein direct alors qu'on actionne la commande des gaz,
- créer une pression excessive dans les cylindres de frein,
- serrer le frein direct sur une distance de plus d'un demi-mille.
Par conséquent, on doit mesurer les roues et les inspecter pour s'assurer de leur bon état afin de s'assurer que leurs performances sont bonnes pendant le service. On a surtout recours à des techniques d'inspection visuelle pour détecter les roues surchauffées, avant de laisser partir un trainNote de bas de page 30. Les détecteurs de roues chaudes, faisant partie des systèmes de détection en voie, servent à identifier les roues surchauffées pendant le service. Plusieurs défauts différents d'origine thermique, par exemple l'écaillage dû à la chaleur, peuvent être présents dans les roues endommagées par la chaleur.
L'AAR définit l'écaillage dû à la chaleur de la façon suivante :
[Traduction]
Les surchauffes des semelles de frein entraînent fréquemment la formation d'un réseau de fines lignes superficielles ou d'écailles dues à la chaleur, qui partent dans toutes les directions à la surface de la table de roulement de la roue. Ces lignes ou écailles sont parfois assimilées à de petites brûlures de dérapage. Ces défauts ne devraient pas être confondus avec les vraies fissurations dues à la chaleur, et ne sauraient normalement être une cause de retrait d'une roueNote de bas de page 31.
On n'a pas trouvé de description de l'écaillage dû à la chaleur dans le manuel du CN concernant l'inspection des locomotives, intitulé Locomotive Inspection Handbook, qui est remis aux mécaniciens. Le manuel énonce toutefois la ligne directrice ci-après :
[Traduction]
Les freins collés ou serrés partiellement peuvent causer la surchauffe des roues. On reconnaît les signes de surchauffe à la décoloration bleue ou rougeâtre des faces avant et arrière de la toile de la roueNote de bas de page 32.
La fissuration thermique est un type de défaut plus grave qui peut affecter une roue qui a surchauffé. Voici la définition que l'AAR donne du terme fissures thermiques :
[Traduction]
Fissures qui se propagent en travers de la table de roulement et qui peuvent se limiter à la table de roulement ou au boudin, mais qui peuvent, dans ces cas extrêmes, traverser complètement la table de roulement et affecter la toile de la roue.
L'AAR indique que les fissures thermiques sont causées par la chaleur générée pendant les freinages intenses. Elle signale aussi que la fissuration thermique est un défaut grave et qu'on doit retirer immédiatement une roue du service dès que l'on remarque qu'elle est affectée par une fissuration thermique, quel que soit le niveau de développement de celle-ciNote de bas de page 33.
Au sujet des fissures thermiques, on lit ce qui suit dans le Locomotive Inspection Handbook du CN :
[Traduction]
Les fissures thermiques affectant la table de roulement ou la jante de la roue sont des défauts critiques parce qu'ils sont susceptibles de causer la rupture de la roue. Pour détecter les fissures thermiques, on doit procéder à un examen visuel; dès qu'on remarque qu'une roue est affectée par des fissures thermiques, on doit la retirer du service. Les fissures thermiques sont des défauts qui affectent la jante ou le boudin de la roue dans le sens transversal (en travers de la table de roulement et de la jante). Ce défaut résulte d'une chaleur trop intense, laquelle est généralement due à des freinages excessifs. NE PAS confondre les fissures thermiques avec les écaillages d'origine thermiqueNote de bas de page 34.
1.13 Clapet de non-retour et compresseur à deux étages de la locomotive
Après avoir récupéré le clapet de non-retour défectueux, on a effectué au triage Lillooet une série d'essais d'étanchéité avec une autre locomotive GM du CN qui était équipée d'un équipement de freinage similaire. On a fait un essai de refoulementNote de bas de page 35 avec le clapet de non- retour. Le clapet de non-retour n'a pas retenu la pression, de sorte que la pression du réservoir principal est tombée de 140 lb/po² à 90 lb/po² (réglage standard de la pression du réservoir d'équilibre et de la conduite générale du CN) en quatre minutes, et sous les 43 lb/po² (pression minimale qui doit être maintenue dans la conduite générale pour assurer un serrage d'urgence des freins d'un wagon de marchandises) après huit minutes. Le CN a retiré la locomotive du service et l'a fait réparer.
Le clapet de non-retour, entre les réservoirs principaux numéro un et numéro deux, a deux fonctions. Premièrement, il sert à conserver dans la conduite générale suffisamment d'air à haute pression pour qu'on puisse faire faire un arrêt d'urgence au train en cas de perte catastrophique de pression d'air. La seconde fonction du clapet consiste à faire en sorte que le réservoir principal numéro deux soit alimenté à la pression standard dans la conduite générale lorsque la locomotive est utilisée comme « locomotive morte » et que le robinet de la locomotive morte est en circuit (position IN). On s'assure ainsi que les freins de la locomotive « morte du train » réagissent aux serrages de service sans qu'il y ait de perte d'air du réservoir principal numéro deux.
Les essais ont démontré qu'un clapet de non-retour défectueux pouvait compromettre le bon fonctionnement des freins à air lorsqu'il y a une seule locomotive, s'il y a aussi une perte d'air comprimé provenant d'un réservoir principal. Cela pourrait se produire si le compresseur à deux étages de la locomotive était inopérant et si la réserve d'air du réservoir principal était épuisée.
L'examen en laboratoire (LP 074/2006) du compresseur de la locomotive a montré que la défaillance de la tête de cylindre avait été causée par un effort excessif. On n'a relevé aucune précrique ou aucun défaut métallurgique préexistant qui aurait pu contribuer à la défaillance. L'analyse en laboratoire a permis de conclure que la rupture du compresseur a été causée par un impact latéral consécutif au déraillement.
1.14 Wagon plat chargé à support central CN 625862
1.14.1 Description simplifiée du fonctionnement du circuit de freinage à air des wagons de marchandises
Le circuit de freinage à air d'un wagon se compose d'une tringlerie mécanique et de pièces de freinage actionnées par l'air comprimé venant de la locomotive. Pendant un serrage normal ou un serrage de service des freins à air, le mécanicien commande une réduction lente et contrôlée de la pression dans la conduite générale. Cette réduction de la pression se transmet sur toute la longueur du train, le long de la conduite générale. La réduction de la pression actionne le distributeur de chaque wagon, qui commande au réservoir auxiliaire d'envoyer de l'air vers le cylindre de frein. La pression d'air actionne le cylindre de frein, lequel déplace la timonerie de frein et pousse les semelles de frein contre les tables de roulement des roues.
Pendant un serrage d'urgence, la réduction de la pression dans la conduite générale est plus rapide que pendant un serrage normal ou un serrage de service. La diminution plus rapide de la pression dans la conduite générale est détectée par le distributeur de chaque wagon, qui achemine l'air du réservoir d'urgence et du réservoir auxiliaire vers les cylindres de frein, de sorte que les freins se serrent plus rapidement et avec davantage de force.
Quand le mécanicien desserre les freins, la pression dans la conduite générale revient à la normale d'un bout à l'autre du train, c'est-à-dire à 90 lb/po². Les distributeurs de chaque wagon détectent l'augmentation de pression dans la conduite générale, commandent aux cylindres de frein de relâcher la pression (mise à l'atmosphère) et réalimentent le réservoir d'urgence et le réservoir auxiliaire.
1.14.2 Coefficients nets de freinage
On définit le coefficient de freinage du matériel roulant comme étant le rapport entre la force nette exercée par les semelles de frein et le poids du véhicule ferroviaire. En termes généraux, plus le coefficient de freinage est élevé, plus l'effort retardateur exercé par le train est grand. Toutefois, si le coefficient de freinage des wagons est trop élevé, les roues peuvent s'enrayer et glisser sur les rails quand les wagons sont vides. À l'inverse, les wagons dont le coefficient de freinage est faible risquent de ne pas freiner suffisamment quand ils sont chargés au maximum. On doit choisir des coefficients de freinage qui concilient au mieux les exigences relatives aux wagons vides et aux wagons chargés.
Quand la différence entre le poids du wagon vide et celui du wagon chargé est telle que l'effort retardateur ne peut être sous la limite de frottement roue/rail en appliquant le coefficient de freinage de conception seulement, on a recours à des dispositifs vide/chargé. Ces dispositifs limitent l'effort de freinage des wagons vides de façon à prévenir l'enrayage des roues.
Le wagon en cause avait un coefficient net de freinage qui satisfaisait aux exigences de la norme S-401-99 de l'AAR (voir le tableau 4). On doit appliquer une norme plus exigeante dans le cas des wagons construits après le 1er janvier 2004.
| Tous les wagons neufs | Wagon chargé | Wagon vide | ||
|---|---|---|---|---|
| Date | Minimum | Maximum | Minimum | Maximum |
| À partir du 1er février 1999 | 8,5% | 13% | Néant | 38% |
| À partir du 1er janvier 2004 | 11% | 14% | 15% | 32% |
En juillet 2006, on a procédé à Winnipeg à un mesurage de la force exercée par les semelles de frein sur un wagon du même modèle, CN 625825. Les essais de serrage de service ont donné un effort de freinage total par bogie de 18 668 livres, avec le dispositif vide/chargé à la position chargé. En divisant cette force totale par le PBR du wagon chargé, soit 286 000 livres, on obtient un coefficient de freinage en charge de 6,5 %. Quand on a fait l'essai du wagon, avec le dispositif vide/chargé et le distributeur du wagon déraillé, les valeurs ne respectaient pas les exigences minimales de la norme S-401-99 de l'AAR pour ce qui est du coefficient de freinage minimal applicable à un wagon chargé, soit 8,5 %. Toutefois, cette norme ne vaut que pour des wagons neufs, à moins qu'on ne l'applique à des wagons remis à neuf dont la capacité de charge a été modifiée, ou qui ont subi d'autres modifications importantes. Lors de la conception de l'essai, on a tenu compte d'une certaine dégradation de la performance de freinage au cours de la première année à la troisième année de la durée de vie utile du matériel roulant.
En avril 2007, on a réalisé à Prince George des essais de vérification de la force exercée par les semelles de frein. Les essais ont porté sur trois wagons, CN 25870, CN 25899 et CN 625863. Voici les résultats des essais :
- CN 625870, coefficient de freinage en charge de 9,04 %
- CN 625899, coefficient de freinage en charge de 8,86 %
- CN 625863, coefficient de freinage en charge de 8,74 %
Lors de la conférence technique de 2004 de l'Air Brake Association de l'AAR, on a présenté un exposé portant sur l'amélioration de la sécurité et de la capacité de freinage des trains grâce à l'utilisation de semelles de frein améliorées, intitulé « Increasing Train Safety and Capacity with a Better Brake Shoe », dans lequel on disait notamment :
[Traduction]
Le poids des wagons a connu une augmentation, passant de 220 000 livres à 286 000 livres, et est appelé à augmenter encore plus . . . La norme S-401 recommande pour les wagons chargés un coefficient net de freinage qui se situe entre 12 % et 12,5 %. Ces changements visent à améliorer les performances de freinage en pente. Depuis plusieurs années, certains chemins de fer, notamment le CN et le CFCP, construisent des wagons de transport de charbon et de céréales d'une capacité de 263 000 livres, dont le coefficient net de freinage est bien supérieur aux exigences minimales, pour faire en sorte que le freinage soit adéquat lorsque des trains-blocs roulent dans des pentes raides.
1.14.3 Distributeur ABDX-L
Le distributeur régule la pression d'air entre les réservoirs d'air et le cylindre de frein. Les distributeurs comptent deux portions - réservées au freinage de service et au freinage d'urgence - qui se trouvent de part et d'autre du corps du distributeur. La portion servant au freinage de service réagit principalement aux changements contrôlés de la pression dans la conduite générale qui sont commandés par le mécanicien. La portion de freinage d'urgence, quant à elle, réagit surtout aux réductions soudaines de la pression dans la conduite générale et propage un serrage d'urgence des freins à air, qui peut être involontaire ou commandé par l'équipe.
Les essais au banc du distributeur ABDX-L du wagon, qui ont été faits immédiatement après l'accident, ont démontré que le distributeur fonctionnait correctement. On a ensuite envoyé le distributeur pour analyse au Laboratoire technique du BST (LP 074/2006). Lors des essais, on a notamment découvert une poudre blanche dans un trou voisin de la valve d'échappement rapide. Après une analyse par rayons X à dispersion d'énergie, il s'est avéré que cette poudre blanche présentait un spectre complexe constitué principalement d'aluminium, de zinc et de sodium, probablement sous forme oxydée. Des quantités moindres d'autres éléments, dont le silicium, le soufre, le chlore, le chrome, le manganèse et le fer, ont été détectées. L'analyse indique que la poudre est un sous-produit de la corrosion, qui résulte du processus de fabrication.
Une inspection plus poussée des portions de freinage d'urgence et de freinage de service du distributeur a montré que certains passages pratiqués dans la pièce moulée de la portion de freinage d'urgence étaient contaminés par des rognures de métal, dont certaines ont été trouvées à côté du diaphragme du piston de premier temps et près de la valve du piston de premier temps. Un essai que Wabtec Corporation, le fabricant, a mené sur un distributeur ABDX-L similaire a permis de déterminer que le distributeur réagissait de la façon voulue après un serrage d'urgence et un freinage de service après qu'on a ajouté à la portion de freinage d'urgence du distributeur la contamination qui s'y trouvait lors du démontage. Sans égard aux résultats de ces essais, l'analyse du BST a permis de déterminer que les rognures de métal qui affectaient la portion de serrage d'urgence, près du piston de premier temps et de la valve du piston de premier temps, sont susceptibles de nuire au bon fonctionnement de la valve du piston de premier temps et, par conséquent, de nuire au freinage de service (rapport LP 074/2006 du Laboratoire technique du BST).
Une analyse stéréomicroscopique et une analyse par microscopie électronique à balayage des fragments trouvés sur le diaphragme du piston de premier temps ont révélé qu'il s'agissait de rognures ou de copeaux résultant d'un processus de travail du métal. L'analyse des rognures par rayons X à dispersion d'énergie a révélé qu'elles étaient faites d'un alliage d'aluminium et de silicium qui avait une composition similaire à celle des alliages de fonderie dont les distributeurs sont faits. Les dossiers ont indiqué que le distributeur en cause dans l'accident n'avait jamais été ouvert pour des travaux d'entretien courant depuis le jour de sa fabrication; par conséquent, les rognures se sont probablement déposées dans le distributeur au moment de la fabrication de celui-ci.
1.14.4 Plaques de contact et dispositifs vide/chargé
Les dispositifs vide/chargé sont censés moduler l'effort de freinage des wagons selon que ceux-ci sont chargés ou vides. Quand un wagon est vide, la course du bras de détecteur de charge est plus longue, étant donné que les ressorts du wagon ne sont pas compressés. Le dispositif vide/chargé interprète alors la course allongée du bras de détecteur comme signifiant que le wagon est vide, et il réduit la pression de freinage à 60 % de sa valeur pour un wagon chargé à 20 % ou moins de sa capacité de charge. Si le wagon est chargé à 20 % et plus de sa capacité de charge, le dispositif vide/chargé détecte que le wagon est chargé et fournit toute la pression voulue (100 %) aux cylindres de frein.
Le dispositif vide/chargé ELX-B à 60 % qui équipait le wagon en cause dans l'accident était fixé au sous-châssis du châssis du wagon, et le bras de détecteur de charge du dispositif s'abaisse au moment du serrage des freins à air. En descendant, le bras entre en contact avec la plaque de contact qui est soudée sur le dessus du longeron de bogie (voir la figure 4). La plaque de contact présente une surface plate avec laquelle le pied du dispositif vide/chargé entre en contact quand le train est en mouvement (c'est-à-dire que le dispositif vide/chargé est monté sur le châssis du wagon mais que le bras de détecteur de charge qui lui est relié entre en contact avec le bogie, lequel pivote indépendamment). Les essais au banc du dispositif vide/chargé du wagon en cause dans l'accident ont montré qu'il fonctionnait comme il le devait. Une inspection plus poussée a révélé que l'appareil avait conservé les réglages d'origine qui lui avaient été donnés à l'usine.

Durant l'examen du wagon en cause dans l'accident et de plusieurs autres wagons (à Joffre, au Québec), et lors d'essais de frein subséquents qu'il a faits sur des wagons à support central similaires (à Winnipeg et Prince George), le personnel du BST a noté qu'un grand nombre de wagons n'avaient pas de plaque de contact (voir la photo 13). Des neuf wagons que le BST a examinés, il y en avait cinq qui étaient dépourvus de plaque de contact : le wagon en cause dans l'accident, le wagon examiné à Winnipeg, un des wagons examinés à Prince George et deux wagons examinés à Joffre. Parmi les quatre autres wagons, il y en avait un dont la plaque de contact avait été remplacée sur le terrain. La pièce de remplacement n'avait pas la même taille et la même forme que la pièce installée à l'origine par le fabricant.

Le fabricant du dispositif vide/chargé (modèle ELX-B 60 fourni par Wabtec Canada Inc.) indique que la tête de contact de la vis de réglage du bras de détecteur de charge doit faire contact avec une surface plate et de niveau du bogie, et ce dans tous les sens du débattement prévu du bogie par rapport au wagon, notamment dans le sens latéral et vertical. Pour les versions plus récentes de la plaque de contact, on a exigé un épaississement de 1/2 pouce du matériau et le recours à des « soudures en bouchon » pour assurer une fixation plus solide de la plaque au sommet du longeron de bogie.
The Greenbrier Companies, la société mère du constructeur du wagon en cause dans l'accident (TrentonWorks Ltd.), a indiqué qu'elle a construit plus de 3000 wagons avec plaques de contact, plus de 1000 wagons munis de plaques similaires à celle du wagon en cause dans l'accident, qui sont affectés au service en Amérique du Nord. De plus, on a fabriqué plusieurs versions des plaques, qui variaient en grande partie en fonction des différents types de bogies avec lesquels le dispositif vide/chargé devait entrer en contact. Bien qu'il soit impossible de déterminer avec exactitude le nombre de wagons équipés de plaques similaires qui ont été fabriquées par tous les constructeurs de wagons, on croit qu'il y en a eu quelques milliers. Le constructeur qui a fabriqué le wagon en cause dans l'accident ignorait que la fixation des plaques de contact posait un problème.
De plus, les instructions du fabricant du dispositif vide/chargé précisaient que les wagons devaient être posés sur une cale d'espacement de 1/4 de pouce; cependant, les wagons portaient des marques au pochoir qui indiquaient plutôt des cales de 5/8 de pouce. La hauteur de 5/8 de pouce était la valeur initiale qu'on devait utiliser uniquement au moment de la fabrication du wagon. Le constructeur du wagon et la compagnie ferroviaire étaient tous deux informés de cet écart. On considère que cet écart n'a pas nui au fonctionnement en toute sécurité du matériel roulant, et il n'est d'ailleurs pas en cause dans cet accident.
Bien que le réglage incorrect du dispositif vide/chargé ne soit normalement pas préoccupant, si les circonstances sont favorables, un dispositif dont les valeurs de réglage sont décalées d'environ un pouce pourrait avoir des répercussions du point de vue de la sécurité. Des essais ont montré que l'absence d'une plaque de contact sur un wagon « peu chargé » (chargé de matériaux légers ou chargé partiellement) peut faire en sorte que la déformation des ressorts soit insuffisante pour que le bras de détecteur de charge du dispositif vide/chargé détecte correctement la charge du wagon. Cela pourrait faire en sorte que les freins à air du wagon fonctionnent comme si le wagon était vide et que l'effort retardateur soit inférieur à l'effort requis. (Par ailleurs, rien n'indique que le wagon en cause dans l'accident ait été affecté par une défectuosité de ce genre.) Toutefois, des essais réalisés après l'accident avec des wagons de la même série qui étaient chargés au maximum ont démontré que, si la valve ELX conservait ses réglages de hauteur d'origine, l'absence de la plaque de contact n'affecterait aucunement les performances de freinage du wagon.
1.15 Capacité de survie des consignateurs d'événements delocomotive
Lors de l'accident, le feu et la chaleur ont causé de lourds dommages au consignateur d'événements de locomotive et ont détruit toutes les données qu'il renfermait. Lorsqu'il a enquêté sur des accidents antérieurs lors desquels des consignateurs d'événements de locomotive avaient été lourdement endommagés ou détruits, le Bureau a mis en évidence l'importance de la survie des données des consignateurs d'événements de locomotive (rapports d'enquête R96C0172, R97V0063, R99H0010, et R03V0083). Au terme de l'enquête menée dans le dossier R99H0010, le Bureau a recommandé que :
Transports Canada s'assure que les normes de conception des consignateurs d'événements des locomotives comprennent des dispositions quant à la survie des données.
Recommandation R02-04 du BST
De nouvelles normes de résistance aux chocs ont été mises en œuvre et ont été incluses au Règlement relatif à l'inspection et à la sécurité des locomotives de chemin de fer approuvé par Transports Canada. Toutefois, les normes en question s'appliquaient aux locomotives construites après le 1er janvier 2007 et livrées après le 1er janvier 2008. On a permis que les locomotives plus vieilles, comme celle qui a été en cause dans l'accident, continuent de rouler avec les consignateurs d'événements existants. Au sujet de la mise en œuvre de la norme, on peut lire ce qui suit dans le Règlement relatif à l'inspection et à la sécurité des locomotives de chemin de fer :
12.1 PÉRIODE DE MISE EN ŒUVRE
- Toutes les nouvelles locomotives construites avant le 1er janvier 2007 doivent être équipées d'un consignateur d'événements muni d'un module mémoire à semi-conducteurs qui sauvegarde au minimum les éléments de donnée suivants :
- heure,
- distance,
- vitesse,
- pression dans la conduite générale,
- position du manipulateur,
- freinage d'urgence,
- pression dans les cylindres de frein direct,
- signal de l'avertisseur et, le cas échéant, dispositif de veille automatique.
- Toutes les nouvelles locomotives construites après le 1er janvier 2007 et livrées après le 1er janvier 2008 doivent être équipées d'un consignateur d'événements conçu avec un module mémoire certifié résistant à l'impact qui sauvegarde les éléments de donnée indiqués :
- vitesse du train,
- sens du mouvement choisi,
- heure,
- distance,
- position du manipulateur,
- utilisation du frein automatique, y compris les freinages d'urgence. Le système doit enregistrer, ou fournir un moyen de déterminer, qu'un serrage ou desserrage des freins s'est produit à la suite de la manœuvre des commandes de frein depuis le poste normalement occupé par le mécanicien. Dans le cas d'un serrage ou desserrage des freins par suite d'une commande provenant d'un ordinateur embarqué ou exécuté par lui (manipulateur de freinage électronique, système de contrôle électronique de la locomotive, ordinateur de contrôle du train, etc.), le système doit enregistrer, ou fournir un moyen de déterminer, l'intervention d'un tel ordinateur (y compris la pression dans la conduite générale et dans les cylindres de frein);
- utilisation du frein direct,
- utilisation du frein rhéostatique, si la locomotive en est équipée,
- aspect du signal en cabine, si la locomotive en est équipée et qu'il est en usage,
- perte de communication tête-queue ou queue-tête avec l'unité de queue de train (EOT),
- message de freinage pneumatique à commande électronique (ECP) et perte d'un tel message, si la locomotive est équipée de cette fonction,
- commande de freinage d'urgence à partir de l'EOT, freinage d'urgence,
- indication de panne de l'électrovalve de l'EOT,
- pression dans la conduite générale de l'EOT (dispositifs EOT et ECP),
- état (allumé/éteint) du signal de queue de l'EOT,
- faiblesse de la batterie de l'EOT,
- position de la commande des phares dans la locomotive de tête,
- position de la commande des feux auxiliaires dans la locomotive de tête,
- robinet de commande de l'avertisseur : signal de haute intensité, signal de faible intensité.
- À compter du 1er janvier 2010, si un consignateur d'événements est remplacé sur une locomotive construite avant le 1er janvier 2008, il doit l'être par un consignateur muni d'un module mémoire renforcé ou par un consignateur doté d'un ERMM certifié résistant à l'impact et enregistrant au minimum le même nombre d'éléments de donnée que l'appareil qu'il remplace.
Le Bureau a jugé que la réponse de Transports Canada à cette recommandation dénotait une « attention en partie satisfaisante », et a signalé que l'application des nouvelles normes n'étant pas rétroactive, le remplacement des équipements du parc de locomotives se fait lentement. À mesure que les consignateurs d'événements tomberont en panne, les compagnies ferroviaires comptent les remplacer par des consignateurs qui répondent à la nouvelle norme. Toutefois, il n'existe aucune « clause d'antériorité » qui fixe une date à laquelle les nouveaux consignateurs devront équiper toutes les locomotives de ligne principale. Les locomotives ont une durée de vie utile type de 20 à 30 ans.
1.16 Systèmes et pratiques de gestion de la sécurité
Le Règlement sur le système de gestion de la sécurité ferroviaire résulte de modifications qu'on a apportées à la Loi sur la sécurité ferroviaire et qui sont entrées en vigueur le 1er juin 1999. Ces modifications comprennent des exigences quant à la mise en place de systèmes de gestion de la sécurité (SGS), et donnent à Transports Canada de nouvelles responsabilités de surveillance du rendement et de la conformité en matière de sécurité, qui supposent des activités de vérification et d'analyse des indicateurs de rendement relatifs à la sécurité.
Aux termes de la partie 2(e) du règlement, en vigueur le 31 mars 2001, toutes les compagnies ferroviaires de compétence fédérale doivent mettre en œuvre et conserver un SGS qui comporte un processus qui a pour objet :
- d'une part, de déterminer les problèmes et préoccupations en matière de sécurité, y compris ceux qui sont associés aux facteurs humains, aux tiers et aux modifications d'importance apportées aux opérations ferroviaires,
- d'autre part, d'évaluer et de classer les risques au moyen d'une évaluation du risque.
La partie 2(f) du règlement oblige les compagnies ferroviaires à inclure des stratégies de contrôle du risque à leur SGS. Quand une compagnie procède à une évaluation du risque avant d'amorcer un changement opérationnel important, elle n'est pas tenue d'informer Transports Canada des résultats de l'évaluation (sauf si on lui adresse une demande de vérification).
D'après le CN, un des objectifs de la gestion du risque consiste à identifier et analyser les risques auxquels le CN pourrait être exposé et prendre les mesures voulues pour éliminer ou atténuer ces risques. En appui à cet objectif, Transports Canada a collaboré avec le CN dans le cadre du processus qui a mené à l'acquisition de la BCR par le CN le 15 juillet 2004. Le CN a préparé un plan d'intégration de la sécurité dont Transports Canada a fait un examen approfondi, de sorte que plusieurs changements ont été apportés au plan à la suite de ces discussions. On a traité de 19 questions pendant ce processus, dont la culture et les pratiques de sécurité, le SGS, la présentation de rapports exigés par la réglementation, les pratiques d'exploitation et les normes médicales et normes relatives au repos et à la condition physique. Aucune des 19 questions traitées n'a porté sur le retrait des locomotives équipées de moyens de freinage rhéostatique dans la subdivision Lillooet entre Kelly Lake et Lillooet. La compagnie a considéré que l'utilisation de locomotives sans freinage rhéostatique dans la subdivision Lillooet ne constituait pas un changement opérationnel important qui devait faire l'objet d'une évaluation du risque en bonne et due forme. Il reste qu'une évaluation du risque en bonne et due forme, surtout si elle fait appel aux compétences techniques locales, peut aider les décideurs à mieux comprendre un nouveau contexte opérationnel, à faire des choix plus avisés et à prendre des mesures proactives d'atténuation des risques.
La mise en place d'un SGS efficace suppose une libre circulation des renseignements portant sur les dangers et sur les préoccupations liées à la sécurité. Des renseignements recueillis durant l'enquête suggèrent que des employés de l'exploitation craignaient que l'utilisation de locomotives GP 40-2L sans freinage rhéostatique dans la subdivision Lillooet ne réponde pas aux exigences de l'exploitation dans ce territoire. La direction du CN n'a pas été informée de leurs préoccupations.
Pour faire une gestion efficace de la sécurité, une organisation doit mettre en place une culture, des structures et des processus qui permettront de prendre des mesures proactives d'identification et d'atténuation des risques. La version révisée du SGS du CN, de 2005, précise que la compagnie doit réagir dès que possible lorsqu'un employé signale des comportements risqués ou des situations dangereuses.
Le comité de santé et de sécurité au travail (SST) était un des moyens officiels dont les employés disposaient pour communiquer leurs préoccupations liées à la sécurité. Lors de l'événement, les employés du personnel itinérant n'étaient pas représentés au comité de SST, et ce même si la compagnie avait tenté à bien des reprises de les amener à participer. Les employés avaient à leur disposition d'autres mécanismes, officiels et non officiels, pour faire part de leurs préoccupations à leurs superviseurs ou à leur syndicat. Ils auraient aussi pu transmettre leurs préoccupations à la Direction générale de la sécurité ferroviaire de Transports Canada ou aux responsables du programme de rapports confidentiels sur la sécurité du BST, appelé Securitas.
1.17 Historique des déraillements de trains du Canadien National sur le territoire de l'ancienne British Columbia Railway
On a signalé un certain nombre d'accidents pendant la période de transition qui a suivi l'achat du territoire de la BCR par le CN. Entre août et décembre 2005, quatre déraillements en voie principale de trains du CN se sont produits dans la subdivision Squamish, au sud de Lillooet.
Le BST a mené une enquête officielle au sujet du déraillement qui est survenu le 5 août 2005 au point milliaire 56,6 de la subdivision Squamish (rapport d'enquête R05V0141 du BST). Un train long et lourd, dont le réglage était inapproprié, et dont la puissance de traction était répartie, a déraillé après avoir causé un étirement de la rame vers l'intérieur d'une courbe serrée. Le déraillement a causé le déversement de 40 000 litres de soude caustique dans la rivière Cheakamus, entraînant des dommages environnementaux et biologiques considérables. L'enquête du BST a permis de déterminer que le CN avait élaboré un plan d'intégration de la sécurité en vue de l'acquisition de la BCR et que ce plan avait été examiné par Transports Canada. Le plan devait guider les intéressés dans le cadre de l'acquisition et de l'exploitation du territoire par le CN. Toutefois, le CN a rétabli l'exploitation de longs trains à puissance de traction répartie sans avoir dûment déterminé s'il convenait de faire appel aux compétences et à l'expérience d'employés locaux, mais il n'en a pas avisé Transports Canada. Le CN a estimé que le fait de revenir à ce mode d'exploitation dans ce territoire ne constituait pas un changement opérationnel important, et qu'une évaluation officielle du risque ne serait pas nécessaire. Il en a résulté un manque de formation et de supervision qui a été un facteur contributif du déraillement.
2.0 Analyse
2.1 Introduction
Le déraillement est survenu après que le train à la dérive a atteint une vitesse à laquelle il n'était pas possible de passer dans les courbes serrées de la voie pendant qu'il descendait une pente montagneuse longue et accentuée. Les marques qu'on a relevées le long de l'emprise du côté extérieur des courbes et qui menaient jusqu'au wagon et à la locomotive déraillés semblaient montrer que le déraillement avait été causé par une vitesse excessive. La présence de dommages minimes de la voie entre les rails sur les lieux du déraillement du wagon et le fait que la voie n'ait pas été endommagée sur les lieux du déraillement de la locomotive indiqueraient que les deux véhicules ferroviaires ont été affectés par un soulèvement de leurs roues en raison de forces latérales considérables, et qu'ils ont quitté les rails. Les calculs en laboratoire visant à déterminer la vitesse de soulèvement des roues ont indiqué que le wagon roulait à plus de 50 mi/h, et la locomotive à plus de 60 mi/h quand ils ont déraillé. Faute de données du consignateur d'événements, on s'en est remis aux sources d'information suivantes pour établir les causes et les facteurs contributifs les plus probables de la dérive du matériel roulant :
- examen sur place,
- entrevues,
- essais portant sur les pièces de frein et les roues,
- essais en laboratoire et essais dynamométriques,
- simulations,
- analyse de données provenant de l'UDF du train,
- examen des pratiques d'exploitation et de gestion de la sécurité.
Le clapet de non-retour défectueux du réservoir principal et le cylindre de compresseur brisé qu'on a trouvés au cours de l'examen sur place auraient pu expliquer la dérive du matériel roulant. S'il y avait eu une fuite d'air du réservoir principal, le clapet de non-retour défectueux aurait pu causer une perte complète de contrôle des freins à air. Toutefois, l'analyse métallurgique du cylindre de compresseur brisé a révélé que sa rupture avait résulté d'un impact consécutif au déraillement et que, par conséquent, elle n'a pas été un facteur de causalité de l'accident. Le clapet de non-retour défectueux n'est donc pas en cause.
Les données de l'UDF ont confirmé la continuité de la conduite générale dans le train et ont confirmé que l'UDF fonctionnait bien et qu'on avait procédé à des essais des freins à air avant le départ. De plus, les données ont indiqué que trois serrages de service des freins, totalisant 14 lb/po², ont eu lieu avant que le train atteigne le sommet de la pente au point milliaire 190,8 et que l'exploitation du train avait été conforme aux instructions relatives à l'exploitation des trains et aux instructions d'exploitation du CN pour ce territoire. En outre, l'équipe s'est conformée aux consignes d'urgence pertinentes et a émis un message radio d'urgence.
Pendant que le train descendait la pente, le mécanicien a commandé plusieurs serrages des freins et a ensuite commandé un effort maximum de freinage de service, suivi d'un serrage d'urgence. Cependant, le train a continué d'accélérer jusqu'à ce que le wagon déraille au point milliaire 184,8 et que la locomotive déraille deux milles plus loin, au point milliaire 182,5. Le chef de train et l'agent de train ont été mortellement blessés. Le mécanicien a été grièvement blessé. Dans le cadre de l'enquête, on a cherché surtout à déterminer les facteurs qui ont pu affecter la capacité de freinage de la locomotive et du wagon et les pratiques de gestion de la sécurité qui ont fait en sorte qu'on cesse d'affecter des locomotives équipées de freinage rhéostatique à ce territoire.
2.2 Matériel roulant à la dérive
Une combinaison de facteurs a amené les enquêteurs à conclure que les freins du wagon plat chargé à support central n'ont pas fourni l'effort de freinage auquel on s'attendait :
- Les roues du wagon ne montraient pas de bleuissage qu'on associe normalement à un freinage vigoureux.
- Les semelles de frein ne montraient pas une usure excessive ni de signes de dommages dus à une chaleur excessive.
- Les roues du wagon n'étaient pas brûlantes une heure après l'accident. On s'attendrait à ce que des roues qui ont surchauffé restent brûlantes au toucher pendant des heures.
- Une comparaison entre les données recueillies pendant le freinage du train d'essai et les données de l'UDF montre que le serrage des freins du train en cause dans l'événement aurait dû être plus vigoureux.
En outre, les essais sur dynamomètre ont fait ressortir que le scénario reproduisant au mieux les circonstances de l'événement était celui selon lequel les freins du wagon plat à support central n'auraient pas fonctionné comme ils le devaient. Les essais ont démontré qu'une perte d'efficacité des freins de la locomotive se produirait à peu près à l'endroit où la dérive du train a commencé pendant la descente réelle (c'est-à-dire à l'endroit où le mécanicien a commandé le serrage d'urgence des freins du train).
Comme le fonctionnement des freins à air du wagon n'était pas optimal, on a dû compenser en sollicitant davantage les freins à air de la locomotive de façon à limiter la vitesse du train pendant la descente à partir de Kelly Lake. L'effort de freinage accru et prolongé qui a été fourni pendant la descente a entraîné une augmentation des températures des roues de la locomotive, qui ont atteint des valeurs de plus de 1340 °F (727 °C), comme l'indique la présence de martensite revenue et de bainite sur les tables de roulement des roues. De cette élévation des températures a résulté une réduction du coefficient de frottement au point d'interface entre les semelles de frein et les tables de roulement des roues (évanouissement des freins dû au frottement) de la locomotive, et a plutôt fait en sorte que le train accélère. La vitesse du train a continué d'augmenter jusqu'à ce que le wagon déraille au point milliaire 184,8, et la locomotive, au point milliaire 182,5.
On a aussi songé à la possibilité que le wagon ait été affecté par un évanouissement de ses freins dû au frottement. Pourtant, l'analyse des données de l'UDF et les résultats de l'essai dynamométrique, de même que l'absence de bleuissage superficiel des tables de roulement et l'absence de chaleur notable sur les surfaces des tables de roulement, indiquent qu'il n'en a pas été ainsi.
Le wagon et la locomotive se sont dételés et se sont séparés l'un de l'autre après qu'on a commandé un serrage d'urgence des freins du train, aux environs du point milliaire 186,7. On n'a jamais réussi à serrer le frein à main du wagon. Le train est parti « à la dérive » pour de bon dans le secteur du point milliaire 186,7. L'essai dynamométrique montre qu'un évanouissement des freins dû au frottement s'est produit à cet endroit. Après que le wagon s'est dételé de la locomotive, les freins de la locomotive ont perdu de leur efficacité (évanouissement) en raison du frottement, si bien que l'efficacité des freins de la locomotive était inférieure à celle d'un wagon dont les freins étaient mal réglés. Le wagon et la locomotive se sont séparés l'un de l'autre à ce moment.
2.3 Efficacité du circuit de freinage du wagon plat à support central
Sans égard aux effets de l'évanouissement des freins dû au frottement, les calculs ont montré que, si les freins du wagon en cause dans l'événement avaient été complètement opérationnels et avaient été conformes aux exigences de la norme S-401-99 de l'AAR (portant sur la capacité de freinage requise), l'effort de freinage résultant aurait dû être suffisant pour que le train puisse descendre la pente de Kelly Lake en toute sécurité. Toutefois, si le wagon chargé qui a été en cause dans l'événement avait le même coefficient de freinage que le wagon du même modèle qui a servi aux essais, il n'a pas pu fournir un effort de freinage suffisant pour limiter sa vitesse dans un grand nombre de sections de la pente. Compte tenu de la dégradation des performances qui peut se manifester pendant le service normal, et compte tenu des efforts de freinage que les wagons plus lourds d'aujourd'hui doivent fournir, il se peut que les coefficients de freinage de l'AAR et les pratiques d'exploitation des compagnies ferroviaires ne prévoient pas une marge de sécurité suffisante pour les trains qui descendent des pentes dans des régions montagneuses.
On a craint que l'absence d'une plaque de contact, montée sur le longeron de bogie et destinée à faciliter le fonctionnement du dispositif vide/chargé, ait pu faire en sorte que le wagon en cause dans l'accident freine comme s'il était vide alors qu'il était chargé. Cependant, des essais effectués après l'accident sur des wagons de la même série qui étaient chargés au maximum ont montré que, si la valve du dispositif ELX a conservé ses réglages d'origine (comme dans le cas du wagon en cause dans l'événement) quant à la hauteur de base, l'absence de la plaque de contact n'aurait pas affecté les performances de freinage du wagon.
Le grand nombre de wagons sur lesquels on a noté que la plaque de contact était absente ou avait été réparée et le fait que plus d'un constructeur de wagons ait signalé des problèmes de ce genre affectant des wagons qui répondaient à la même spécification indiquent qu'il existe peut-être des problèmes systémiques liés à la conception, à l'inspection et à l'entretien de ces wagons.
L'enquête n'a pas permis de déterminer le rôle que le distributeur ABDX-L a pu jouer, le cas échéant, lors de cet accident. La présence de rognures de métal dans la portion de serrage d'urgence du distributeur ABDX-L pouvait causer un mauvais fonctionnement de cette même portion, mais on n'a pas trouvé de rognures de métal ou d'autres contaminants dans la portion de freinage de service du distributeur. Toutefois, la présence de rognures de métal dans la portion de serrage d'urgence, près du piston de premier temps et près de la valve du piston de premier temps, est susceptible de nuire aussi au serrage de service des freins.
Les données de l'UDF ont confirmé que le signal pneumatique en provenance du distributeur de la locomotive se rendait jusqu'en queue de train. Il a toutefois été impossible de déterminer avec certitude la raison pour laquelle les freins du wagon plat chargé à support central n'ont pas fourni l'effort de freinage attendu. On a envisagé les explications possibles suivantes :
- Bien que les essais réalisés après l'accident n'aient mis en évidence aucune anomalie du fonctionnement du distributeur ABDX-L, les résultats n'excluent pas la possibilité qu'une contamination interne ait donné lieu à un problème intermittent qui a causé une réduction de l'effort de freinage.
- Même si rien n'indique que la timonerie de freinage du wagon en cause dans l'événement ait collé ou que son fonctionnement ait été bloqué, une telle condition n'est pas inconnue au sein de l'industrie et peut rendre les freins moins efficaces ou inopérants, ce qui constitue un danger pour les opérations ferroviaires.
2.4 Frein rhéostatique
Seuls les freins à sabot du train étaient disponibles puisque la locomotive n'était pas équipée de freins rhéostatiques. Comme le frein rhéostatique utilise les moteurs de traction de la locomotive pour fournir une résistance, il n'y a ni contact ni frottement entre les roues et les semelles de frein. Par conséquent, le frein rhéostatique peut aider à prévenir ou à atténuer l'évanouissement des freins dû au frottement, et permet de préserver la capacité de freinage des freins à air et de faciliter le contrôle de la vitesse du train pendant de longues descentes en région montagneuse.
L'enquête a permis de déterminer que les forces maximales qui se sont exercées sur le train en raison de la pente n'ont pas excédé la capacité maximale de freinage rhéostatique d'une seule locomotive GP40-2 équipée du frein rhéostatique. Si la vitesse du train avait été contrôlée au moyen de freinage rhéostatique, la capacité de freinage rhéostatique de 40 000 livres aurait été suffisante pour maintenir la vitesse en-deçà de la limite de 20 mi/h, sans qu'on ait besoin de recourir aux freins à air du train ou au frein direct de la locomotive, ce qui aurait réduit considérablement le risque de dérive du matériel roulant.
Du fait que la locomotive n'ait pas disposé de frein rhéostatique pour moduler sa vitesse pendant la descente de la longue pente accentuée, et du fait que le wagon plat chargé à support central n'ait pas eu la capacité de freinage attendue, il a fallu imposer un effort de freinage supérieur à la capacité de freinage habituelle de la locomotive, ce qui a entraîné un évanouissement des freins dû au frottement et, partant, la dérive du matériel roulant.
2.5 Gestion de la sécurité
Quand on fait rouler des trains dans les pentes raides et les courbes accentuées de la subdivision Lillooet, on doit prendre des précautions particulières pour éviter les déraillements. La BCR avait reconnu cette situation et, avant l'acquisition de son réseau par le CN, elle affectait à ce territoire des locomotives qui disposaient du freinage rhéostatique. Même s'il n'y avait aucun territoire comparable dans le reste son réseau, le CN a appliqué certaines de ses pratiques d'exploitation dans le territoire de la BCR. Par exemple, il a remplacé les locomotives disposant du freinage rhéostatique qu'on affectait aux manœuvres de triage par des locomotives dépourvues de freinage rhéostatique, et il a mis ces dernières locomotives en service dans le territoire montagneux et accidenté.
L'enquête a révélé que des employés de l'exploitation de la compagnie s'inquiétaient à savoir si les locomotives GP40-2L pourraient performer en toute sécurité aussi bien que les locomotives disposant du freinage rhéostatique qui étaient affectées auparavant à la manœuvre Exeter. Les préoccupations de ces employés n'ont pas été communiquées à la direction, que ce soit par des voies officielles ou non officielles, ce qui fait que la direction de la compagnie n'a pas pu les étudier ni intervenir de quelque façon. Elles n'ont pas non plus été signalées au comité de SST local puisque les employés de l'exploitation ne participaient pas aux délibérations du comité, même si la direction avait invité les employés à choisir un représentant. Comme on n'a pas avisé la direction des préoccupations des employés quant à l'utilisation de locomotives dépourvues de freinage rhéostatique dans ce territoire, que ce soit en passant par le comité de SST local ou en utilisant tout autre moyen disponible, on a raté une occasion de solutionner ce problème de sécurité.
Le SGS du CN définit la gestion du risque comme étant un « processus consistant à déterminer, évaluer et contrôler les risques dus à des facteurs opérationnels ainsi que le processus décisionnel visant à équilibrer le coût des risques avec les avantages pour les missions »Note de bas de page 36. Quand on a obtenu des locomotives GP40-2L devant être affectées à ce territoire, on a tenu compte uniquement des exigences relatives au PBR des locomotives à quatre essieux dans certains secteurs, mais pas des répercussions découlant du fait de ne plus utiliser de locomotives équipées de freinage rhéostatique pour le triage dans le territoire. Bien que le CN ait préparé un plan d'intégration de la sécurité avant de faire l'acquisition du territoire de la BCR, on a décidé d'utiliser des locomotives dépourvues de freinage rhéostatique sans avoir procédé à une évaluation officielle des risques qui aurait tenu compte des risques potentiels liés à l'exploitation de trains dans un territoire aussi accidenté.
L'enquête du BST sur le déraillement de la rivière Cheakamus, survenu le 5 août 2005 (rapport d'enquête 05V0141 du BST) a aussi révélé qu'on avait procédé à un autre changement opérationnel sans prendre des mesures appropriées de gestion des risques.
Alors que le Règlement sur le système de gestion de la sécurité ferroviaire de Transports Canada précise qu'on doit réaliser une évaluation officielle des risques avant de procéder à tout changement opérationnel important, le fait que la compagnie ferroviaire n'ait pas considéré le retrait des locomotives équipées de freinage rhéostatique dans ce territoire comme étant un changement opérationnel important n'a pas été relevé par Transports Canada. Les mesures de sécurité que Transports Canada a prises immédiatement après l'accident exigeaient le retour des locomotives équipées de freinage rhéostatique dans ce territoire. Transports Canada a estimé que le retrait des locomotives équipées de freinage rhéostatique dans ce territoire était un changement opérationnel important et que, conformément à la réglementation, une évaluation officielle des risques s'imposait.
2.6 Roues de la locomotive
Le serrage prolongé du frein automatique et du frein direct de la locomotive a causé des élévations de température qui ont excédé la capacité thermique des roues et des semelles de frein et qui ont résulté en une inversion des contraintes résiduelles de compression, lesquelles se sont transformées en contraintes résiduelles de traction. L'expansion de la coupe lors de l'essai de coupe sur les roues de la locomotive a révélé la présence de contraintes résiduelles de traction, alors que les contraintes résiduelles étaient des contraintes de compression au moment de la fabrication des roues. Cela montre que la chaleur générée durant le freinage a été suffisamment forte pour causer des dommages thermiques aux roues. Ces résultats correspondent bien avec ceux des essais de coupe réalisés sur la roue de locomotive utilisée pour les essais sur dynamomètre, qui s'est fissurée pendant l'essai. Si les contraintes résiduelles de traction deviennent suffisamment grandes, les dommages dus à la fatigue de contact qui se manifestent pendant le service normal s'accélèrent, si bien que, dans des circonstances extrêmes, les roues affectées par des dommages thermiques peuvent se rompre de façon catastrophique.
Bien que les systèmes de détecteurs de roues chaudes puissent identifier les wagons dont des roues ont surchauffé, les inspections visuelles subséquentes ne permettent pas toujours de déterminer avec précision la gravité des dommages subis par les roues. Par exemple, même si la roue de locomotive utilisée pour l'essai sur dynamomètre a été exposée à des températures et des efforts de freinage extrêmes, elle ne montrait quand même pas la décoloration rougeâtre caractéristique de la toile, grâce à laquelle on peut identifier les roues qui doivent être retirées du service; la roue ne montrait pas non plus de signes de fissuration thermique. Comme les roues affectées par des dommages thermiques ne montrent pas toujours la décoloration et les fissures thermiques qu'on s'attendrait de trouver, il se peut que ces défauts passent inaperçus ou encore que les roues soient remises en service après avoir été identifiées comme étant défectueuses, et qu'elles subissent par la suite une rupture catastrophique.
Par le passé, les examens métallurgiques standard portant sur les ruptures de roues de locomotives ont cherché à déterminer le mode de rupture. À la connaissance du BST, il n'existe pas de méthode fiable d'essai non destructif qui permet d'apprécier les dommages thermiques qui affectent les roues du matériel roulant. En outre, on ne mène habituellement pas une analyse pour savoir si des dommages dus à la chaleur sont présents, à moins d'avoir de bonnes raisons de le faire, par exemple, des indices visibles de surchauffe excessive. Lors des analyses de ruptures de roues qui ont précédé, il est possible qu'on n'ait pas signalé les dommages thermiques comme étant des facteurs contributifs, parce qu'on ignorait la gravité des dommages dus à la chaleur et qu'il n'existait pas de méthode fiable d'essai non destructif qui aurait permis de procéder à une analyse métallurgique ciblée.
2.7 Capacité de freinage
Les calculs théoriquesNote de bas de page 37 de la force de freinage que le BST a faits ont montré qu'avec des freins entièrement fonctionnels et en l'absence d'évanouissement des freins dû au frottement, un serrage gradué à fond des freins à air du wagon et de la locomotive aurait généré un effort de freinage suffisant pour contrôler le train à une vitesse pouvant atteindre 30 mi/h. Avec les freins de la locomotive desserrés, ni un serrage gradué à fond ni un serrage d'urgence des freins à air du wagon seul n'auraient été suffisants pour maîtriser ou arrêter le mouvement. Toutefois, la capacité de freinage totale de la locomotive seule est suffisante, s'il n'y a pas d'évanouissement des freins dû au frottement.
L'essai sur dynamomètre 8130 a montré qu'un train (formé d'une seule locomotive et d'un wagon à pleine charge) dont les freins sont entièrement opérationnels et qui roule à la vitesse maximale indiquée de 20 mi/h en descendant la pente où l'accident s'est produit risquerait de subir les effets d'un évanouissement des freins dû au frottement. Les valeurs moyennes de puissance au frein (BHP) seraient supérieures à la limite de 40 BHP qui est acceptée dans l'industrie pour des roues de locomotive de 40 pouces de diamètre pendant la plus grande partie du parcoursNote de bas de page 38 et seraient très supérieures à la valeur minimale équivalente de 21 BHP qu'on préconise actuellement dans la spécification M-926 de l'AAR pour les essais des semelles de frein.
À des vitesses inférieures, par contre, l'effort de freinage nécessaire pour contrôler la vitesse du train est moindre, de même que la puissance au frein (en BHP) résultante. La vitesse maximale sûre pour un train qui descend n'importe quelle pente longue et continue serait une vitesse qui ne dépasserait pas assez longtemps la vitesse à laquelle on excède la capacité de résistance thermique des roues et des semelles de frein afin de ne pas produire d'évanouissement des freins dû au frottement. Pour le train en cause dans l'événement, formé d'une locomotive et d'un seul wagon chargé au maximum, la limite de vitesse de 20 mi/h entre Kelly Lake et Lillooet posait un risque inhérent d'évanouissement des freins dû au frottement qui occasionnerait des niveaux de puissance au frein qui excéderaient la capacité de résistance thermique des roues et des semelles de frein.
En outre, lors de l'essai sur dynamomètre 8130, on a dépassé les limites de la capacité de résistance thermique de toutes les roues. Six des huit roues de la locomotive en cause dans l'événement et toutes les roues du wagon étaient de catégorie C. Les deux autres roues de la locomotive étaient de catégorie B. Les roues de catégorie C ne sont pas conçues pour supporter des serrages vigoureux des freins à sabot comme ceux qui se produisent quand des trains circulent dans des territoires montagneux. Bien que l'industrie ferroviaire d'Amérique du Nord utilise couramment des wagons équipés de roues de catégorie C pour former des trains affectés au service en région montagneuse, l'utilisation des roues de catégorie C, dont la résilience est moindre lorsqu'elles subissent des serrages vigoureux des freins à sabot (leur capacité de résistance thermique étant moindre), expose les roues à un risque de dommages thermiques, les roues étant davantage susceptibles d'être affectées par des défauts attribuables à la fatigue par contact dans des conditions de service normal.
Il y avait des normes recommandées de l'industrie quant à la puissance au frein maximale qu'on ne devrait pas dépasser quand un train descend une pente; cette limite se situe à 25 BHP pour les roues de 33 pouces de diamètre. On devrait s'en tenir à ces limites pour éviter que les roues subissent des dommages dus à la chaleur ou pour éviter la perte de contrôle (dérive) du train. Cependant, les instructions d'exploitation de la compagnie concernant la descente de la pente de Kelly Lake ne tenaient pas compte des niveaux de puissance au frein (BHP), ce qui fait que la puissance au frein pouvait atteindre des niveaux qui excèdent la capacité maximale recommandée de résistance thermique des roues.
La spécification M-926 publiée en 1964 par l'AAR, soit la norme qui régit la fabrication actuelle des semelles de frein en matière composite à coefficient de frottement élevé, est basée sur le freinage d'un wagon de 100 tonnes ayant un PBR de 263 000 livres pendant une période de 45 minutes. La spécification exige que les semelles de frein fassent l'objet d'un effort de freinage net de 1450 livres et qu'elles produisent un effort retardateur de 400 livres. D'autre part, les wagons d'aujourd'hui peuvent avoir un PBR de 315 000 livresNote de bas de page 39. La descente de la pente de Kelly Lake à 20 mi/h dure environ 105 minutes, ce qui est beaucoup plus long que la durée des essais prévus dans la spécification. On a vu que les forces exercées sur les semelles de frein durant une descente réussie (essai sur dynamomètre 8130) pouvaient atteindre les 4700 livres et variaient généralement aux alentours de 3500 livres. Cet écart entre les valeurs de la spécification de 1964 et les exigences de l'exploitation montre que les normes actuelles relatives aux performances des semelles de frein en matière composite sont peut-être inadéquates, en ce sens qu'elles ne permettent pas de s'assurer que les semelles de frein peuvent effectivement résister aux efforts de freinage soutenus qui sont nécessaires pour faire ralentir les wagons plus lourds actuels lorsque ceux-ci descendent de longues pentes en territoire montagneux. Les semelles de frein répondant à la spécification M-997 de l'AAR devraient mieux résister à l'évanouissement des freins dû au frottement, mais il prendra probablement plusieurs années avant qu'un nombre significatif de semelles de frein neuves entrent en service.
De plus, une usure des semelles de frein qui serait acceptable dans des conditions normales (c'est-à-dire en-deçà de la limite d'usure de l'AAR qui correspond à une épaisseur d'au moins 3/8 de pouce du matériau de friction restant sur la semelle de frein, y compris la garniture et la platine) pourrait être inadéquate pour des trains qui roulent dans des pentes où les valeurs de puissance au frein sont considérables. Dans de telles situations, les semelles de frein peuvent s'user rapidement et compromettre encore davantage la capacité de freinage du train. À l'heure actuelle, on ne tient pas compte du taux d'usure des semelles de frein pour décider des procédures d'exploitation, notamment pour décider de l'épaisseur minimale que les semelles de frein doivent avoir avant que le train commence à descendre une pente et pour établir les vitesses maximales (niveaux de puissance au frein) de descente.
Après avoir fait l'acquisition de la BCR, le CN n'a pas modifié la limite de vitesse de 20 mi/h qui avait été imposée par la BCR pour la descente de cette pente et qui s'appliquait à des trains dont les locomotives disposaient du freinage rhéostatique. Alors que la même limite de vitesse était en vigueur du temps de la BCR, la présence de locomotives équipées de freinage rhéostatique faisait en sorte qu'il n'était habituellement pas nécessaire de commander des serrages énergiques des freins à air et qu'on pouvait ainsi éviter les risques d'évanouissement des freins dû au frottement. Néanmoins, même du temps de la BCR, la vitesse maximale de 20 mi/h pouvait occasionner des contraintes thermiques excessives pour les roues, advenant un mauvais fonctionnement du freinage rhéostatique.
Il convient de signaler que le fait qu'une seule locomotive et un seul wagon lourdement chargé descendent une forte pente d'un territoire montagneux représente le « scénario le plus défavorable » pour ce qui est de la répartition du tonnage par le nombre de freins en état de fonctionner. Si le train avait compté plusieurs wagons vides, on aurait commandé des serrages légers des freins à air pour régler la vitesse du train dans la pente, ce qui fait que les contraintes thermiques exercées sur les roues auraient été peu élevées et que les températures seraient restées en-deçà des valeurs auxquelles les freins perdent de leur efficacité (évanouissement) en raison du frottement.
2.8 Consignateurs d'événements de locomotive et données de l'unité de détection et de freinage
Pour la plupart des accidents majeurs lors desquels les locomotives ont été brûlées après l'accident, le consignateur d'événements de locomotive a été exposé à des températures extrêmes, de sorte qu'il a été impossible d'en récupérer les données.
Ce n'est que 18 mois après l'accident que le BST a pu consulter les données de l'UDF du train en cause dans l'événement. On a utilisé ces données pendant l'essai sur dynamomètre pour aider à reconstituer la descente du train en cause dans l'accident et montrer ainsi comment l'application soutenue des semelles de frein contre les roues affecte les roues et les semelles de frein. Sans cette information, on aurait eu une idée moins précise de l'effet que la chaleur générée par le freinage a eu sur les roues de la locomotive. Si les données du consignateur d'événements de locomotive du train en cause dans l'événement avaient survécu à l'accident, on aurait disposé de points et de champs de données additionnels qui auraient facilité l'essai sur dynamomètre, et d'éléments de comparaison avec les données de l'UDF. Si les données du consignateur d'événements de locomotive avaient survécu à l'incendie qui a suivi l'accident, on aurait pu les utiliser beaucoup plus tôt.
Bien que de nouvelles normes exigeant que les consignateurs d'événements soient dotés de modules mémoire certifiés résistants à l'impact aient été incluses au Règlement relatif à l'inspection et à la sécurité des locomotives de chemin de fer, révisé en juin 2007, la locomotive en cause dans l'événement n'était pas visée par ces nouvelles exigences. Les nouvelles normes s'appliquent seulement aux locomotives livrées après le 1er janvier 2008, à moins que le consignateur d'événements existant ne doive être remplacé après le 1er janvier 2010. Un grand nombre de locomotives actuellement en service peuvent rouler sans être équipées de consignateur d'événements de locomotive répondant aux normes de résistance aux chocs de 2008, et elles pourraient bien continuer de rouler sans être équipées de tels consignateurs jusqu'à la fin de leur durée de vie utile.
3.0 Faits établis
3.1 Faits établis quant aux causes et aux facteurs contributifs
- Le déraillement s'est produit après que le train à la dérive a atteint une vitesse à laquelle il n'était pas possible de passer dans les courbes serrées de la voie, pendant qu'il descendait une pente montagneuse longue et accentuée.
- La composition du train, à savoir une locomotive sans freinage rhéostatique et un seul wagon chargé, a résulté en un poids brut élevé, compte tenu de la puissance de freinage fournie par un nombre peu élevé de freins en état de fonctionner.
- Les freins du wagon plat chargé à support central n'ont pas fourni l'effort de freinage attendu.
- Comme le fonctionnement des freins à air du wagon n'était pas optimal, on a dû compenser en sollicitant davantage les freins à air de la locomotive de façon à limiter la vitesse du train pendant la descente à partir de Kelly Lake.
- Les températures élevées ont causé une réduction du coefficient de frottement à l'interface entre les semelles de frein et les tables de roulement des roues (évanouissement des freins dû au frottement) de la locomotive, de sorte que le train s'est mis à accélérer.
- En raison de la réduction de la capacité de freinage du wagon plat chargé à support central, on a dû compenser en sollicitant les freins à air de la locomotive au-delà de leur capacité de freinage soutenu dans la pente longue et accentuée, ce qui a entraîné un évanouissement des freins dû au frottement et, partant, la dérive du matériel roulant.
- Bien que le Canadien National (CN) ait préparé un plan d'intégration de la sécurité avant de faire l'acquisition du territoire de la British Columbia Railway (BCR), on a décidé d'utiliser des locomotives non équipées de freinage rhéostatique sans avoir procédé à une évaluation officielle des risques qui aurait tenu compte des risques potentiels liés à la conduite de trains dans un territoire aussi accidenté.
- Pour le train en cause dans l'événement, formé d'une locomotive et d'un seul wagon chargé au maximum, la limite de vitesse de 20 mi/h entre Kelly Lake et Lillooet posait un risque inhérent d'évanouissement des freins dû au frottement, et a occasionné des niveaux de puissance au frein qui ont excédé la capacité de résistance thermique des roues et des semelles de frein.
3.2 Faits établis quant aux risques
- Les instructions d'exploitation de la compagnie ferroviaire concernant la descente de la pente de Kelly Lake ne tenaient pas compte des niveaux de puissance au frein (BHP), ce qui fait que la puissance au frein pouvait atteindre des niveaux qui excèdent la capacité maximale recommandée de résistance thermique des roues.
- Compte tenu de la dégradation des performances qui peut se manifester pendant le service normal, et compte tenu des efforts de freinage que les wagons plus lourds d'aujourd'hui doivent fournir, il se peut que les coefficients de freinage de l'Association of American Railroads (AAR) et les pratiques d'exploitation des compagnies ferroviaires ne prévoient pas une marge de sécurité suffisante pour les trains qui descendent des pentes dans des régions montagneuses.
- Comme les roues affectées par des dommages thermiques ne montrent pas toujours la décoloration et les fissures thermiques qu'on s'attendrait de trouver, il se peut que ces défauts passent inaperçues ou encore que les roues soient remises en service et qu'elles subissent par la suite une rupture catastrophique.
- Bien que l'industrie ferroviaire d'Amérique du Nord utilise des wagons équipés de roues de catégorie C pour former des trains affectés au service en région montagneuse, l'utilisation des roues de catégorie C, dont la résilience est moindre lorsqu'elles subissent des serrages vigoureux des freins à sabot (leur capacité de résistance thermique étant moindre), expose les roues à un risque de dommages thermiques, les roues étant davantage susceptibles d'être affectées par des défauts attribuables à la fatigue par contact dans des conditions de service normal.
- Il se peut que les normes actuelles relatives aux performances des semelles de frein en matière composite soient inadéquates, en ce sens qu'elles ne permettent pas toujours de s'assurer que les semelles de frein peuvent effectivement résister aux efforts de freinage soutenus qui sont nécessaires pour faire ralentir les wagons plus lourds actuels lorsque ceux-ci descendent de longues pentes en territoire montagneux.
- À l'heure actuelle, on ne tient pas compte du taux d'usure des semelles de frein pour décider des procédures d'exploitation, notamment pour décider de l'épaisseur minimale que les semelles de frein doivent avoir avant que le train commence à descendre une pente et pour établir les vitesses maximales (niveaux de puissance au frein) de descente.
- Le grand nombre de wagons similaires, construits par différents fabricants, sur lesquels on a noté que la plaque de contact était absente ou avait été réparée, indique qu'il existe peut-être des problèmes systémiques liés à la conception, à l'inspection et à l'entretien de ces wagons.
- Un grand nombre de locomotives actuellement en service peuvent rouler sans être équipées de consignateur d'événements de locomotive répondant aux normes de résistance aux chocs de 2008, et pourraient bien continuer de rouler sans être munies de tels consignateurs jusqu'à la fin de leur durée de vie utile.
3.3 Autres faits établis
- Les données de l'unité de détection et de freinage (UDF) montrent qu'avant de partir à la dérive, le train avait été exploité en conformité avec les instructions d'exploitation du CN et les instructions de la compagnie concernant l'exploitation des trains dans ce territoire.
- Si la vitesse du train avait été contrôlée au moyen du freinage rhéostatique, la capacité de freinage rhéostatique de 40 000 livres aurait été suffisante pour maintenir la vitesse en-deçà de la limite de 20 mi/h, sans qu'on ait besoin de recourir aux freins à air du train ou au frein direct de la locomotive, ce qui aurait réduit considérablement le risque de dérive du matériel roulant.
- Lors des analyses de ruptures de roues qui ont précédé, il est possible qu'on n'ait pas signalé les dommages thermiques comme étant des facteurs contributifs, parce qu'on ignorait la gravité des dommages dus à la chaleur et qu'il n'existait pas de méthode fiable d'essai non destructif qui aurait permis de procéder à une analyse métallurgique ciblée.
- L'analyse métallurgique du cylindre de compresseur brisé a révélé que sa rupture avait résulté d'un impact consécutif au déraillement et que, par conséquent, elle n'a pas été un facteur de causalité de l'accident. Le clapet de non-retour défectueux n'est donc pas en cause lui non plus.
- Bien que les essais réalisés après l'accident n'aient mis en évidence aucune anomalie du fonctionnement du distributeur ABDX-L du wagon plat chargé à support central, les résultats n'excluent pas la possibilité qu'un problème intermittent ait causé une réduction de l'effort de freinage du wagon.
- Il a été impossible de déterminer pourquoi le circuit de freinage du wagon n'a pas fonctionné comme il aurait dû le faire.
- Le dispositif vide/chargé ELX a conservé les réglages de hauteur que le fabricant lui avait donnés à l'origine, ce qui fait que l'absence de la plaque de contact n'a aucunement affecté les performances de freinage du wagon.
- Comme on n'a pas avisé la direction des préoccupations des employés quant à l'utilisation de locomotives non équipées de freinage rhéostatique dans ce territoire, que ce soit en passant par le comité de santé et sécurité au travail local ou en utilisant tout autre moyen disponible, on a raté une occasion de régler ce problème de sécurité.
- En l'absence des données du consignateur d'événements de locomotive, la récupération et l'analyse des données enregistrées par l'UDF ont permis de valider d'autres renseignements et d'avoir une idée plus précise de la cause de l'accident.
4.0 Mesures de sécurité
4.1 Mesures prises
4.1.1 Avis de sécurité ferroviaire du BST
4.1.1.1 Clapet de non-retour défectueux de la locomotive
Le 28 septembre 2006, le BST a fait parvenir à Transports Canada l'avis de sécurité ferroviaire 06/06 concernant un clapet de non-retour défectueux de la locomotive. Lorsqu'on a examiné la locomotive après l'accident, on a constaté qu'un clapet de non-retour placé entre les deux réservoirs principaux de la locomotive était défectueux. Le ressort interne était vissé partiellement autour du clapet de non-retour, empêchant le clapet de bien fonctionner.
On a effectué au triage Lillooet une série d'essais d'étanchéité avec une autre locomotive, non identique, du Canadien National (CN), dont l'équipement de freinage était similaire, et on a fait un essai de refoulement avec le clapet de non-retour. Le clapet de non-retour n'a pas retenu la pression, de sorte que la pression du réservoir principal est tombée de 140 livres au pouce carré (lb/po²) à 90 lb/po². Par la suite, la locomotive a été retirée du service et a été réparée.
En octobre 2006, Transports Canada a communiqué avec le CN qui lui a fait savoir qu'il avait pris les mesures suivantes :
- le CN a mené une campagne éclair de vérification des clapets de non-retour des locomotives (et de remplacement des clapets défectueux, le cas échéant), qu'il a fait coïncider avec l'inspection de 90 jours suivante;
- on a ajouté une vérification des clapets de non-retour des locomotives à la procédure d'essai de fonctionnement des freins du CN, qui a lieu tous les 184 jours;
- on a ajouté le remplacement obligatoire de ces clapets dans le cadre de la procédure quadriennale d'inspection du matériel roulant du CN.
Transports Canada a aussi communiqué avec le Chemin de fer Canadien Pacifique (CFCP), lequel lui a remis une copie de ses procédures d'inspection.
4.1.1.2 Exploitation des trains du Canadien National dans les territoires montagneux où les pentes sont fortes
Le 13 février 2007, le BST a fait parvenir à Transports Canada l'avis de sécurité ferroviaire 01/07, dans lequel il suggérait à Transports Canada d'examiner et d'évaluer l'exploitation du CN, la vitesse et l'efficacité du freinage de ses trains, et les instructions relatives au matériel roulant, afin de déterminer s'ils sont adéquats pour assurer la sécurité ferroviaire dans les pentes des régions montagneuses. L'avis indiquait qu'un évanouissement des freins dû au frottement pourrait avoir été en cause lors de la dérive de Lillooet. On ajoutait aussi des renseignements détaillés relatifs au phénomène d'évanouissement des freins dû au frottement et au rôle qu'il a joué lors d'un certain nombre de dérives de matériel roulant sur lesquelles le National Transportation Safety Board (NTSB) des États-Unis a fait enquête. L'avis incluait aussi les recommandations connexes du NTSB.
Transports Canada a répondu qu'il notait les questions dont l'avis faisait état, mais qu'il attendrait la fin de l'enquête du BST pour prendre des mesures, le cas échéant.
4.1.1.3 Contamination de la portion de freinage d'urgence du distributeur Wabco ABDX-L
Le 6 septembre 2007, le BST a émis l'avis de sécurité ferroviaire 11/07 portant sur la contamination de la portion de freinage d'urgence du distributeur ABDX-L du wagon en cause dans l'événement, soit le wagon CN 625862. Dans l'avis, on suggérait à Transports Canada de déterminer si la portion de freinage d'urgence d'autres distributeurs ABDX-L était affectée par une contamination similaire, et de décider des mesures qui s'imposaient. Des copies de l'avis ont été envoyées au CN, à l'Association des chemins de fer du Canada, à l'Association of American Railroads (AAR) et à Wabco.
Le Laboratoire technique du BST a procédé à un examen endoscopique du distributeur, et a constaté la présence de petits objets et de marques à l'intérieur du distributeur. Une analyse stéréomicroscopique et une analyse par microscopie électronique à balayage des fragments qu'on a trouvés sur le diaphragme du piston de premier temps ont révélé qu'il s'agissait de rognures ou de copeaux résultant d'un processus de travail du métal. L'analyse des rognures a révélé qu'elles étaient faites d'un alliage d'aluminium et de silicium dont la composition était similaire à celle des alliages de fonderie dont les distributeurs sont faits.
Le distributeur compte une portion de freinage de service et une portion de freinage d'urgence. La portion servant au freinage de service réagit principalement aux changements contrôlés de la pression dans la conduite générale qui sont commandés par le mécanicien. La portion de freinage d'urgence réagit surtout aux réductions soudaines de la pression dans la conduite générale et propage un serrage d'urgence des freins à air, qui peut être involontaire ou commandé par l'équipe.
Le distributeur a été soumis à des essais à Winnipeg après l'accident. Lors des essais, on n'a relevé aucune anomalie dans le fonctionnement du distributeur.
Dans sa réponse, Transports Canada a fait savoir qu'il ne voyait pas la nécessité de prendre des mesures pour le moment.
4.1.2 Lettres d'information du BST sur la sécurité ferroviaire
4.1.2.1 Risques potentiels associés aux plaques de contact en acier et aux dispositifs vide/chargé
Le 11 janvier 2008, le BST a émis la lettre d'information sur la sécurité ferroviaire 01/08, portant sur les risques associés aux plaques de contact en acier et aux dispositifs vide/chargé. Un examen du wagon en cause dans l'accident et de plusieurs autres wagons, et des essais de frein subséquents qu'on a faits sur des wagons à support central similaires (à Winnipeg et Prince George) ont révélé que sept des neuf wagons inspectés avaient perdu leur plaque de contact.
Les plaques de contact sont de grandes plaques d'acier (mesurant environ ¼ de pouce sur 7 pouces ½ pouces sur 23 pouces ½) qu'on soude en position horizontale sur le dessus du longeron de bogie pour obtenir une surface unie par rapport à laquelle le bras de détecteur de charge du dispositif vide/chargé se déplace pendant la rotation des bogies des wagons de marchandises (voir la section 1.14.4). On a construit plus de 3000 wagons équipés de différents modèles de plaques de contact, dont environ 1000 wagons sont équipés de plaques de contact similaires à celles du wagon en cause dans l'accident.
Dans la lettre d'information sur la sécurité ferroviaire, on ajoutait que, comme un nombre considérable de wagons avaient des plaques de contact mal fixées, il y avait un risque qu'une plaque de contact en acier se détache et tombe d'un wagon en mouvement et cause des dommages ou des blessures, ou qu'elle entre en contact avec une roue et fasse dérailler un train.
De plus, en raison d'irrégularités qui affectent les pièces interdépendantes que sont les plaques de contact et les dispositifs vide/chargé, l'absence d'une plaque de contact peut faire en sorte que les valeurs de réglages du dispositif vide/chargé soient décalées de plus d'un pouce. En raison de ce décalage, il peut arriver que le circuit de freinage du wagon fonctionne comme si le wagon était vide, et que l'effort retardateur soit insuffisant.
4.1.3 Transports Canada
Le 4 juillet 2006, un inspecteur de la Sécurité ferroviaire de Transports Canada a délivré, en vertu de l'article 31 de la Loi sur la sécurité ferroviaire, un Avis et ordre dans lequel on pouvait lire ce qui suit :
[Traduction]
Le Canadien National utilise des locomotives disposant du freinage rhéostatique pour faire circuler tous ses trains qui roulent en direction sud dans la subdivision Lillooet entre Kelly Lake, point milliaire 192,6, et Polley, point milliaire 162. Cette consigne d'exploitation doit être incluse aux notes applicables à la subdivision Lillooet. Toute modification du présent ordre doit faire l'objet d'un accord entre le Canadien National et Transports Canada.
L'inspecteur de la Sécurité ferroviaire était d'avis qu'il existait une menace immédiate pour la sécurité ferroviaire. L'Avis et ordre précisait aux termes du paragraphe 4(4.1) de la Loi sur la sécurité ferroviaire qu'il y avait « tout danger ou toute condition qui pourrait éventuellement constituer une situation dans laquelle une personne pourrait être blessée ou tomber malade, l'environnement pourrait être compromis ou des biens matériels pourraient être endommagés. ». On décrivait comme il suit la condition ou le danger en question :
[Traduction]
Les trains qui roulent en direction sud entre Kelly Lake, point milliaire 192,6, et Polley, point milliaire 162, dans la subdivision Lillooet, descendent une pente qui a une déclivité constante moyenne de plus de 2 %. Compte tenu de cette forte déclivité et de la longueur des pentes qu'on trouve dans ce secteur, la marge d'erreur est très faible pour les équipes qui conduisent des trains dont les locomotives sont dépourvues de moyens de freinage rhéostatique. Des opérations de ce genre pourraient occasionner une condition ou un danger susceptible de causer des blessures à une personne qui y est exposée, ou de la rendre malade, ou de causer des dommages à l'environnement ou à des biens.
Le Canadien National a réagi en émettant le bulletin ci-après en août 2007 :
[Traduction]
Si le frein rhéostatique est disponible, on doit combiner son utilisation et celle du frein automatique pour contrôler la vitesse pendant les descentes.
Si le frein rhéostatique n'est pas disponible, on peut se servir du frein direct tant que la vitesse n'excède pas 20 mi/h.
- lorsqu'on conduit une locomotive seule ou un groupe de traction sans wagons;
- lorsque le groupe de traction du mouvement compte un nombre de véhicules égal ou supérieur au nombre de wagons remorqués;
- lorsqu'on doit utiliser le frein direct en même temps que les freins à air pour contrôler le train.
Note : Pour éviter de faire surchauffer les semelles de frein, on doit limiter à 30 lb/po² la pression de serrage du frein direct, et éviter d'utiliser le frein direct sur une distance supérieure à 2 milles.
Si la vitesse du mouvement excède de 5 mi/h la vitesse maximale autorisée, on doit immobiliser immédiatement le mouvement, en commandant un freinage d'urgence au besoin. Le train ne pourra repartir qu'après qu'on aura déterminé que les performances de freinage sont de nouveau adéquates.
Dans le bulletin mensuel du CN pour la division sud de la Colombie-Britannique, en vigueur du 1er février 2009 au 30 avril 2009, on peut lire les renseignements suivants :
[Traduction]
On doit utiliser des locomotives disposant du freinage rhéostatique pour faire circuler tous les trains qui roulent en direction sud dans la subdivision Lillooet entre Kelly Lake, point milliaire 192,6, et Polly, point milliaire 162.
4.1.4 Canadien National
4.1.4.1 Dispositifs vide/chargé
Le CN a travaillé de concert avec le constructeur des wagons au sujet de la conception d'une plaque de contact améliorée, plus résistante. Le CN a aussi informé ses inspecteurs sur le terrain au sujet du nouveau modèle de plaque de contact.
4.1.4.2 Roues affectées par des dommages d'origine thermique
Le CN ajoute des précisions aux renseignements qu'il fournit aux inspecteurs de son service de mécanique au sujet des roues affectées par des dommages d'origine thermique. Dans le manuel concernant l'inspection des locomotives du CN, intitulé Locomotive Inspection Handbook, on ajoutera le passage ci-dessous à la section qui porte sur la surchauffe des roues :
[Traduction]
L'écaillage dû à la chaleur est souvent causé par la surchauffe des semelles de frein et se manifeste sous la forme d'un réseau de fines lignes superficielles et d'écailles qui partent dans toutes les directions à la surface de la table de roulement de la roue. Ces défauts ne devraient pas être confondus avec les fissures dues à la chaleur, et ne sauraient être une cause de retrait d'une roue.
4.1.5 Association of American Railroads
4.1.5.1 Spécification M-997 (Brake Shoe - High-Friction Tread Conditioning, High Capacity)
Le 1er novembre 2008, la spécification M-997 de l'AAR intitulée Brake Shoe - High-Friction Tread Conditioning, High Capacity a été adoptée. Cette spécification détermine un processus pour l'introduction, l'essai et l'approbation potentielle d'un nouveau type de semelle de frein ayant des caractéristiques supérieures de performance, notamment une meilleure résistance à l'évanouissement des freins dû au frottement. La spécification M-997 ne traite pas du poids brut du matériel qui devrait être équipé de semelles de frein à capacité élevée et ne dit pas si cette exigence deviendra obligatoire.
4.2 Mesures à prendre
4.2.1 Gestion de la sécurité au Canadien National
Pour faire une gestion efficace de la sécurité, une organisation doit mettre en place une culture, des structures et des processus qui permettent de prendre des mesures proactives d'identification et d'atténuation des risques. Ce principe a été mis en évidence lors de deux enquêtes récentes pendant lesquelles il a été établi que le CN n'avait pas identifié les risques conformément aux dispositions de son propre système de gestion de la sécurité (SGS) :
- Lors de l'enquête sur l'accident de Cheakamus (rapport d'enquête R05V0141 du BST), le BST a établi qu'il n'y avait aucune évaluation officielle des risques avant que le CN décide de rétablir l'exploitation de trains dont la puissance de traction était répartie dans les pentes raides du territoire montagneux.
- Lors de l'enquête sur l'accident de Prince George (rapport d'enquête R07V0123 du BST), le BST a constaté que l'évaluation des risques réalisée avant l'accident n'avait pas permis d'identifier et d'atténuer les risques auxquels on s'exposait quand on manœuvrait des rames de wagons longues et lourdes dans la pente descendante.
La présente enquête a de nouveau fait ressortir le fait qu'on n'ait pas identifié et atténué les risques grâce à la mise en place d'un SGS efficace. Bien que le CN ait préparé un plan d'intégration de la sécurité avant de faire l'acquisition du territoire de la British Columbia Railway (BCR), on a décidé d'utiliser des locomotives non équipées de freinage rhéostatique sans avoir procédé à une évaluation des risques en bonne et due forme qui aurait permis de cerner les dangers potentiels que représentait l'exploitation des trains dans un environnement aussi difficile.
Somme toute, ces trois accidents suggèrent fortement que les pratiques générales de gestion de la sécurité du CN ne permettent pas d'assurer la sécurité ferroviaire dans le réseau de la compagnie tant qu'on n'aura pas apporté des changements aux méthodes d'exploitation. Par conséquent, le Bureau recommande que :
le Canadien National prenne des mesures efficaces d'identification et d'atténuation des risques pour la sécurité en conformité avec les dispositions de son système de gestion de la sécurité, et le ministère des Transports oblige le Canadien National à prendre ces mesures.
Recommandation R09-03 du BST
4.3 Préoccupation liée à la sécurité
4.3.1 Normes relatives à la performance des semelles de frein en matière composite
La capacité des roues et des semelles de frein à absorber des charges thermiques peut être excédée, surtout puisque les marges de sécurité ont été réduites étant donné que le poids d'exploitation a augmenté. La vitesse, la force des semelles et surtout la température des roues ont une incidence sur le frottement des semelles de frein. Lorsque la température est élevée, il est habituel que le frottement soit réduit ou disparaisse. Plus les wagons sont lourds, plus l'effort retardateur doit être grand pour descendre une pente; donc, la puissance au frein (BHP) est plus élevée et la température des roues est plus élevée, à moins que la vitesse soit réduite.
Le 1er novembre 2008, on a ajouté à la spécification M-926 publiée en 1964 par l'AAR (la norme qui régit la fabrication des semelles de frein en matière composite à coefficient de frottement élevé des wagons) la nouvelle spécification M-997 de l'AAR intitulée Brake Shoe - High-Friction Tread Conditioning, High Capacity. Cette spécification détermine un processus pour l'introduction, l'essai et l'approbation potentielle d'un nouveau type de semelle de frein ayant des caractéristiques supérieures de performance, notamment une meilleure résistance à l'évanouissement des freins dû au frottement.
La spécification M-997 sert à évaluer et approuver les semelles de frein à capacité élevée. On prévoit que ce processus prendra un certain nombre d'années. Entre-temps, l'AAR n'a pas adopté, et il est invraisemblable qu'elle adoptera, un cadre pour l'utilisation obligatoire de semelles de frein à capacité élevée sur le matériel en service d'échange, incluant le poids brut minimal et l'échéancier.
Il est encourageant de voir que l'AAR a mis en œuvre la spécification M-997, mais le Bureau est préoccupé par le fait que des wagons plus lourds continueront de rouler avec des semelles de frein répondant à la spécification M-926, plus ancienne.
Le présent rapport met un terme à l'enquête du Bureau de la sécurité des transports du Canada (BST) sur cet événement. Le Bureau a autorisé la publication du rapport le .
Annexes
Annexe A - Sigles et abréviations
- AAR
- Association of American Railroads
- BCR
- British Columbia Railway
- BHP
- brake horsepower (puissance au frein)
- BST
- Bureau de la sécurité des transports du Canada
- CCF
- contrôleur de la circulation ferroviaire
- CFCP
- Chemin de fer Canadian Pacifique
- cm
- centimètres
- CN
- Canadien National
- EMD
- Electro-Motive Diesel, Incorporated
- GE
- General Electric
- GM
- General Motors
- GPS
- système de positionnement global
- lb/po²
- livres au pouce carré
- mi/h
- milles à l'heure
- mm
- millimètres
- NTSB
- National Transportation Safety Board
- PBR
- poids brut sur rail
- PDD
- point de déraillement
- SGS
- système de gestion de la sécurité
- SST
- santé et sécurité au travail
- UDF
- unité de détection et de freinage
- %
- pour cent
- °C
- degrés Celsius
- °F
- degrés Fahrenheit